ENM 316 BENZETİM
ÖDEV SETİ
Ödev 1.
Bir projede A, B, C, D, E ve F olmak üzere 6 faaliyet vardır. Projenin tamamlanması için bu
faaliyetlerin sırası ile yapılması gerekmektedir. Her faaliyetin tamamlanması için gereken
zaman kesikli düzgün dağılıma sahip olup parametreleri (hafta olarak) aşağıdaki tabloda
verilmektedir.
Faaliyet
A
B
C
D
E
F
Faaliyet zamanı dağılımı
U(5, 8)
U(6, 15)
U(10,20)
U(4,20)
U(12,25)
U(15,30)
Bu projenin tamamlanma zamanı faaliyet zamanlarının toplamına eşittir. Projenin
tamamlanma zamanı Monte Carlo benzetimi ile tahmin edilmek isteniyor.
a) 1000 deneme yaparak projenin tamamlanma zamanını tahmin ediniz.
b) 1000 denemeye dayalı olarak projenin tamamlanma zamanına ilişkin histogramı
çiziniz.
c) Projenin 95 haftadan önce tamamlanma ve 80 haftadan daha fazla zamanda
tamamlanma olasılığını 1000 denemeye dayalı olarak tahmin ediniz.
Teslim Tarihi: 04.03.2011
Ödev 2.
Yükleme
Ölçüm
Yükleme
Kuyruğu
Ölçüm
Kuyruğu
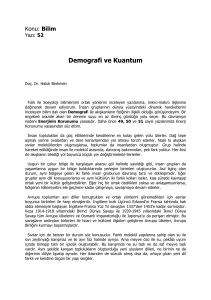
Küçük bir maden ocağından demiryoluna kömür taşıma işlemi 6 kamyon ile yapılmaktadır.
Yukarıdaki şekilden görüldüğü gibi, her kamyona yükleme işlemi iki yükleyiciden birisi
tarafından yapılmaktadır. Yükleme işleminden sonra kamyon ağırlığının ölçülmesi ölçüm
istasyonunda gerçekleştirilmektedir. Yükleme istasyonunda bir kuyruk olup, yükleme ve
ölçüm istasyonlarındaki kuyruklarda FIFO kuyruk disiplini geçerlidir. Yükleme işleminden
sonra ölçüm istasyonuna gidiş zamanı ihmal edilmiştir. Bir kamyon ölçüm işleminden sonra
yükünü boşaltmak için demiryoluna gitmekte ve boş olarak geri dönmektedir. Başlangıç
anında 5 kamyon yükleme bölümünde 1 kamyon ölçüm bölümünde bulunmaktadır. Aşağıdaki
tablolarda, yükleme, ölçüm ve seyahat zamanın dağılımları verilmektedir.
Kamyonların Yükleme Zamanı Dağılımı
Yükleme Zamanı
Olasılık
5
0.30
10
0.50
15
0.20
Kamyonların Ölçüm Zamanı Dağılımı
Ölçüm Zamanı
Olasılık
12
0.70
16
0.30
Kamyonların Seyahat Zamanı Dağılımı
Seyahat Zamanı
Olasılık
40
0.40
60
0.30
80
0.20
100
0.10
Bu sistemin benzetimi yapılmak istenildiğinde;
a) Sistemdeki durum değişkenlerini, olayları, nesneleri ve faaliyetleri tanımlayınız.
b) Sistemin 76 saat için el ile benzetimini yaparak aşağıdaki performans ölçülerini
tahmin ediniz.
i)
ii)
iii)
Ölçme istasyonunun kuyruğunda bekleyen ortalama kamyon sayısı
Ölçme ve yükleme istasyonlarının doluluk oranları
Bir kamyonun yükleme ve ölçme işlemleri için harcadığı ortalama zaman
NOT: El ile benzetimde, ilgili dağılımlardan zaman üretmek için aşağıdaki tabloda verilen
rassal sayılar kullanılacaktır.
Yükleme Zamanı için RS
Ölçüm Zamanı için RS
Seyahat Zamanı için RS
Teslim Tarihi: 18.03.2011
0.75
0.25
0.43
0.28
0.45
0.98
0.12
0.31
0.35
0.54
0.86
0.25
0.85
0.29
0.78
0.45
0.92
0.85
0.39
0.35
0.76
Ödev 3.
Bir pres makinesi iki tip parça işlemektedir. 1. tip parçanın makineye gelişler arası zamanı,
ortalaması 5 dk. olan üstel dağılıma, bu makinede işlenmesi için gereken zaman ise ortalaması
5 dk. ve standart sapması 1,5 dk. olan normal dağılıma uygundur. 2. tip parçanın ise makineye
gelişler arası zamanı, ortalaması 10 dk. olan üstel dağılıma, işlem zamanı ise ortalaması 14
dk. ve standart sapması 3 dk. olan normal dağılıma sahiptir. Eğer makinede işlem görmek
için, ara stok alanında bekleyen parçaların sayısı 10 ise gelen diğer parçaların bu alanda
bekletilmesine izin verilmemektedir. Bu sistemin 480 dk.lık iş günü için aşağıdaki durumlar
göz önüne alınarak SIMAN/ARENA benzetim dili ile benzetimini yapınız. Parça tiplerine
göre, işlem gören parça sayısını ve ara stok alanına girmesine izin verilmeyen parça sayısını
bulunuz.
1) Tüm parçalar yapıldıkları malzemeye bakılmadan tek bir kuyrukta bekletilmekte ve FIFO
kuralına göre işlem görmektedir.
2) Tüm parçalar tek bir kuyrukta bekletilmekte; fakat 2.tip parçalar 1. tip parçalara göre daha
yüksek önceliğe sahip olduğu kabul edilmektedir. Örneğin; 2. tip parça kuyrukta bekliyorsa,
tüm 1. tip parçalardan önce işleme girmektedir.
Teslim Tarihi: 08.04.2011
Ödev 4
Elektronik eşya üreten bir fabrikada 2 tip elektronik kasa üretimi yapılmaktadır. Sistemde her
biri bir tip kasaya ait olmak üzere 2 adet montaj makinesi, her iki parçayı da test eden bir adet
test makinesi olmak üzere 3 adet makine bulunmaktadır.
1. tip parçaların sisteme varışlar arası zamanı ortalaması 10 dakika olan üstel dağılıma
sahiptir. Sisteme gelen 1. tip parçalar kendi tiplerine ait olan montaj makinesine gitmekte
makine dolu ise kuyruğa girmektedir. Parçalar montaj makinesinde temizlenmekte ve montajı
yapılmaktadır. Makineden montaj görmüş parçalar birinci tip kasa halinde çıkmaktadır ve
montaj makinesindeki işlem süresi 6 ve 10 arasında düzgün dağılıma sahiptir. Montajı biten 1.
tip kasalar test makinesine gitmekte ve makinede işlem gören bir parça varsa kuyruğa
girmektedir. 2. tip kasa parçaları ise sisteme varışlar arası zamanı ortalaması 20 dakika olan
üstel dağılıma uygun olarak gelmektedir. Sisteme gelen 2. tip parçalar kendilerine ait montaj
makinesine gitmekte ve makine dolu ise kuyruğa girmektedirler. Servise giren 2. tip parçalar
montaja girer ve temizlenmektedir. Makinede işlem görmüş 2. tip parçalar ikinci tip kasa
halinde çıkmaktadır ve makinedeki işlem süresi parametreleri 3, 5 ve 7 olan üçgen dağılıma
uygundur. İşlem gören 2. tip kasa da test makinesine gönderilmekte ve makine dolu ise
kuyruğa girmektedirler. Test makinesinde her iki tip kasanın işlem süresi eşit olup ortalaması
7 standart sapması 3 olan normal dağılıma uygundur.
Test makinesinde test edilen kasaların %90’ı onaylanıp satışa gönderilirken, %5 lik kısmı
hurdaya ayrılıp sistemden çıkarılmakta, kalan %5 lik kısmı ise kusurlu bulunup tekrar ilgili
montaj makinesine gönderilmektedirler. Tekrar montaj makinesine gönderilen kasalar makine
dolu ise kuyruğa girmekte ve tekrar işleme alınmaktadırlar. Geri gönderilen kasaların işlem
süreleri ise sırasıyla parametreleri 3 ve 5 olan düzgün dağılım ve 1, 3 ve 5 olan üçgen
dağılıma uygun olarak gerçekleşmektedir.
Yukarıda tanımlanan sistemin SIMAN modelini kurarak, sistemi her biri 10000 dakika olan
10 deneme yaparak aşağıdaki istatistikleri toplayınız ve tablo halinde raporlayınız.
Her bir makinenin kuyruğunda bekleyen ortalama iş sayısı
Ortalama reddedilen sipariş sayısı
Makine kullanım oranları
Her tip ürün için tekrar işlem gören parça sayısı
Her tip ürün için hurdaya çıkan parça sayısı
Kasaların sistemde harcadıkları ortalama zaman.
Teslim Tarihi: 15.04.2011
Ödev 5.
Üretim departmanı, kalite kontrol departmanı ve bitmiş ürün deposundan oluşan bir
tesiste, iki tip ürün üretilmektedir. Bu tesise siparişler, ortalaması 17 dakika olan üstel
dağılıma uygun olarak gelmektedir. Gelen parçaların %50 si birinci tip diğerleri ise ikinci tip
ürünlerdir ve bütün aşamalarda birinci tip ürünlerin önceliği ikinci tip ürünlere oranla daha
yüksektir.
Gelen işler öncelikle üretim departmanına gönderilmektedir. Bu departmanda, bütün
ürünleri işleyecek tek bir makine bulunmaktadır. İşlem süreleri ise her ürün için farklı olup, 1.
ve 2. tip ürünler için sırasıyla ortalaması 12 ve 14, standart sapması 2,5 ve 3 dakika olan
normal dağılıma sahiptir. Üretim işlemi tamamlanan ürünler kalite kontrol departmanına
gönderilmekte ve taşıma süresi 10 dakika sürmektedir. Bu departmanda stok alanı kısıtlıdır ve
en fazla 10 tane iş parçası stoklanabilir. Fazlası ise reddedilmekte ve sistemden
çıkarılmaktadır.
Kalite kontrol departmanında paralel çalışan iki kontrolör bulunmaktadır. Kontrol süresi
ortalaması 18, standart sapması 3 dakika olan normal dağılıma uygundur. Kontrol işleminden
sonra parçaların %20 lik kısmı arızalı çıkmaktadır. Arızalı parçaların %50’si kullanılamaz
durumda olduğu için hurdaya ayrılmakta ve sistemden çıkarılmakta, geri kalan kısmı ise
tekrar işlem görmek üzere üretim departmanına gönderilmektedir. Geri dönen parçalar ayrı bir
kuyrukta depolanmakta ve ilk kez işlem görecek parçalara göre daha yüksek önceliğe
sahiptirler (SEIZE bloğunun priority özelliği kullanılarak). İşlem süreleri ise sırasıyla
ortalaması 5 ve 4, standart sapması 1,5 ve 1 dakika olan normal dağılıma sahiptir. Üretim
departmanında işi biten parçalar, tekrar kalite kontrol departmanına gitmeden doğrudan son
ürün deposuna gönderilmektedir.
Yukarıda tanımlanan sistemin SIMAN/ARENA modelini kurarak, sistemi 10000 dakika
çalıştırıp aşağıdaki istatistikleri toplayınız.
Her tip ürün için ortalama varış zamanı
Üretim kuyruğunda bekleyen ortalama iş sayısı
Ortalama reddedilen sipariş sayısı
Makine kullanım oranı
Her tip ürün için depoda bulunan bitmiş ürün sayısı
Her tip ürün için tekrar işlem gören parça sayısı
Her tip ürün için hurdaya çıkan parça sayısı
Kaç kez hazırlık yapıldığı
Tekrar işlem gören parçaların, normal işlemleri ve kontrol süreleri dışında
sistemde harcadıkları zaman
Teslim Tarihi: 22.04.2011
Ödev 6:
Aşağıda veri setlerinin hangi dağılımlara uyduğunu Microsoft Excel programı ya da ExpertFit
yardımı ile belirleyin (sürekli dağılım için en az 3 olasılık fonksiyon deneyiniz). İlgili grafik
ve istatistiksel bilgileri (ortalama, varyans, değişim katsayısı, çarpıklık katsayısı) kullanarak
sonuçları yorumlayınız.
Kesikli Dağılım
8
4
14
9
6
9
13
15
10
17
14
13
16
8
9
14
6
9
13
7
13
8
11
9
6
Teslim Tarihi: 06.05.2011
6
11
12
12
8
16
13
12
11
6
10
13
6
9
10
11
7
11
13
9
11
7
16
5
9
Sürekli Dağılım
53.83
52.96
48.02
46.02
49.65
53.01
49.75
46.11
50.52
54.68
48.91
48.75
51.52
48.1
50.67
47.25
47.39
52.92
47.86
49.4
44.98
45.9
49.19
47.09
48.9
55.78
54.17
46.66
50.37
56.05
50.54
54.21
51.55
52.31
46.61
48.14
53.2
53.29
51.29
53.13
52.82
53.41
51.12
50.93
47.87
55.09
56.2
47.87
49.12
54.09