TEDAR K Z NC R A I TASARIMINDA PARÇACIK SÜRÜSÜ
OPT M ZASYON YÖNTEM LE ÇAPRAZ YÜKLEME YERLER N N
BEL RLENMES
Bilal
MAN
Afyon Kocatepe Üniveristesi
Hacer ARIOL
Afyon Kocatepe Üniveristesi
Ali ELEREN
Afyon Kocatepe Üniveristesi
ÖZET
Uygulamada kullanlan model çoklu ürün, merkezi imalat tesisi, çoklu çapraz yükleme ve da tm
merkezleri ve perakendecilerden olu maktadr. Çal mann amac, depo ve çapraz yükleme merkezlerinin
i letim maliyetlerini, ta ma, stokta tutma ve da tm maliyetlerini en küçüklemeye yönelik olacaktr.
Mü teriler veya mü teri bölgeleri sadece bir çapraz yükleme merkezine atanrken çapraz yükleme merkezleri
de sadece bir depoya atanacaktr. Bu sayede amaca yönelik en uygun sayda da tm merkezi saysna
ula lm olunacaktr. Çal mann literatüre iki önemli katks bulunmaktadr. Birincisi tedarik zinciri a
tasarm probleminde çapraz yükleme ve da tm merkezlerinin yerlerinin ve saysnn belirlenmesi. kincisi,
modelin birçok ba arl uygulamalarda kullanlan parçack sürüsü optimizasyonu sezgisel yöntemi ile saysal
performansnn de erlendirilmesidir.
Parçack sürüsü optimizasyonu (PSO) popülasyon tabanl bir optimizasyon tekni idir. Bu teknik yerel
en iyi sonuçlar ile bütünsel en iyi sonuçlara oldukça yakla maktadr. Model en iyi sonucu verecek ekilde
GAMS matematiksel programlama ile çözülmü ve en iyi çözüm önerilen algoritma ile kar la trlm tr.
Anahtar Kelimeler: Çapraz Yükleme, Matematiksel Modelleme, Parçack Sürüsü Optimizasyonu,
Tedarik Zinciri A Tasarm
A PARTICLE SWARM OPTIMIZATION METHOD FOR THE LOCATION OF CROSS DOCKS IN
SUPPLY CHAIN NETWORK DESIGN
ABSTRACT
The model that is used in this paper consist of multi product, central production plant, multi cross docks
and warehouses and suppliers. The purpose of this study is to privide minimum fixed cost of warehouse and
cross docks centers, operation costs, transportation, holding and distributions costs. While customer zones
must be assigned only one cross docks, cross docks centers must be assigned only one warehouse. So, the
optimum number of distribution centers will have been opened to provide minimum cost. The study have two
contributions in literature. First, find the optimal locaitons and numbers for warehouses and cross docks in
supply chain network design. Second, quantitative performance of the model evaluate with particle swarm
optimization heuristic method which is used for successful applications before.
Particle swarm optimization (PSO) is a population based optimization technique. This technique nearly
approaches global best solutions with local best solutions. The model is solved with GAMS mathematical
programming to give the optimal solution and this is compared with proposed algorithm.
Keywords: Cross Dock, Mathematical Model, Partical Swarm Optimization, Supply Chain Network
Design
518
XI. Üretim Ara trmalar Sempozyumu, 23-24 Haziran 2011
1. G R
Küreselle me ile de i en rekabet artlar, tedarik zinciri ve lojistik yönetim sistemlerine küresel bir
boyut kazandrm tr. Hammaddeden nihai ürüne kadar satn alnan, üretilen ve mü terilere sevk edilen
malzemeler artk ulusal snrlar a arak küresel yollarda dola maktadr. De i en ve geli en boyutlaryla
geçmi te önemi zaten bilinen tedarik zincirinde a tasarm problemleri de küresel geli meler nda
önemini artrarak korumaktadr.
Düzgün bir tedarik zinciri a tasarm uluslararas anlamnda çok önemli stratejik kararlar verilmesinde
düzenleyici bir yapya sahiptir. Tedarikçi a tasarm problemi tüm tedarik zincirinde uzun dönem etkin
çal ma için en iyilemeye ihtiyaç duyulan en kapsaml stratejik karar problemlerinden biridir. Bu yap
sayesinde tesis ve da tm merkezi says, kapasitesi, tipi belirlenebilmektedir (Ballou, 2004).
Tedarik zinciri a tasarm problemi ve çözüm teknikleri ile alakal birçok çal ma yaplm tr. Bu
çal malar saysal örnekler e li inde matematiksel formulasyonlar ile birlikte verilmi tir. Modeller gerçek
hayattaki problemleri daha iyi yanstabilmesi açsndan çoklu ürün, malzeme ihtiyaç kstl, esnek tedarik
zinciri, çoklu ta ma ve stok kontrollü gibi varsaymlar içerecek ekilde tasarlanm tr.
Cohen ve Lee (1989) deterministik karma tamsayl do rusal olmayan matematiksel programlama
modeli geli tirmi olup bu alandaki öncü çal malardan birini yapm lardr. Önerilen model, ekonomik
sipari miktar tekni ine dayal olarak küresel bir tedarik zinciri plan geli tirmektedir.
Nozick ve Turnquist, (2001) DM yeri belirleme karar verilirken stok maliyetleri, ta ma maliyetleri ve
hizmet seviyesi açsndan entegreli bir bak açs sa layarak modelleme yakla m önermi lerdir. Bu
makalenin amac yerle im modellerinin seçimin, stok tutma analizine ve tüm lojistik sistem içerinde ki
ki ilerin memnuniyetine odaklanm tr.
Jayaraman ve Ross (2003) çok a amal deterministik bir üretim da tm modeli için tavlama benzetimini
kullanm lar, farkl problem senaryolar ve parametre setleri için performans de erlendirmesi yapm lardr.
Ylmaz (2004) üç a amal üretim-da tm a için stratejik planlama problemini göz önüne alm tr.
ncelenen problem tek ürünlü, çok tedarikçili çok üreticileri ve çok da tcl deterministik bir tedarik zinciri
a tasarlam tr. Makalenin amac ta ma, stok ve üretimden olu an toplam maliyetleri en küçüklemektir.
Paksoy (2005) malzeme ihtiyaç kst altnda çok a amal bir tedarik zinciri a tasarm için karma
tamsayl bir do rusal programlama modeli geli tirmi tir.
Lin vd. (2007) melez bir genetik algoritma yöntemi ile geleneksel bir tedarik zinciri a için elde eti i
sonuçlar esnek bir tedarik zinciri a nda da çözerek kar la trm ve avantajlarndan bahsetmi tir.
Bachlaus ve arkada lar (2008) çok kademeli tedarik zinciri a tasarm problemi üzerinde durmu ve
tedarik zincirinde ki tasarm kriterini mü teri hassasl , süreçler, a lar ve bilgi sistemini entegre ederek
çevikli i dikkate alm tr. Amaç, bu be kademeyi çeli en amaçlaryla birlikte entegre edebilmek ve SCOR
modeli tabannda be tedarikçi ve tesisi tanmlamaktr. Önerilen model, taguchi melez parçack sürüsü
optimizasyon yöntemi ile tedarik zinciri boyunca malzeme ak n en iyilemekte, en iyi sayda tedarikçi, tesis
ve da tm merkezi saysn belirlemekte ve en iyi bir ekilde çapraz yükleme noktas-mü teri atanmasn
gerçekle tirmektedir.
Kuo ve Han (2011) tedarik zinciri da tm problemi için iki seviyeli do rusal programlama
uygulam lar ve genetik algoritma (GA) ile parçack sürüsü optimizasyon (PSO) yöntemlerinin birle tirilmesi
ile etkin bir metot geli tirmi lerdir. Önerilen model tedarik zinciri da tm literatürüne GA ve PSO ile
sonuçlar kar la trarak yeni bir boyut kazandrm tr.
Çal mann amac tedarik zinciri a tasarmnda parçack sürüsü optimizasyon yöntemi ile çapraz
yükleme ve depolarn yerlerinin belirlenmesi, açlan da tm merkezlerinin sonucunda ürünlerin son
mü teriye ula masna kadar olu an toplam ta ma maliyetlerinin en küçüklenmesine yöneliktir. Çal mada
kullanlan model Jayaraman ve Ross (2003) makalesinden alnm tr. Bu model öncelikle matematiksel
programlama mant ile çözülmü ve çkan sonuçlar sürü zekâsndan yola çkarak Parçack Sürü
Optimizasyonu (Particle Swarm Optimization) yöntemi ile kar la trlm tr.
519
B. i man, H. Arol, A. Eleren
Yaplan çal ma tedarik zinciri a tasarmnda stratejik öneme sahip olan depo ve çapraz yükleme
yerlerinin açlmas sezgisel bir en iyiyi arama yöntemi olan PSO ile aranmas ayrca literatüre bir katk
sa lam tr.
2. TEDAR K Z NC R YÖNET M NDE DA ITIM A LARININ TASARIMI
Rekabeti yo un olan bir pazarda ayakta kalmaya çal an i letmeler, rekabet avantaj kazanmak için
mü teri odakl çal mak zorundadr. Bu da sürekli olarak de i en mü teri gereksinimlerine kar n esnek ve
hzl olmay gerektirmektedir. Bu do rultuda tedarik zinciri yönetimi oldukça etkili bir yakla mdr.
Tipik bir tedarik zinciri sistemine sahip i letmelerin ürünlerini etkili bir ekilde da tabilmeleri için iyi
tasarlam bir a sistemine ihtiyaçlar vardr. Tedarik zinciri a planlama problemi hangi ürünün hangi
kayna nda çkp talep noktasna ula mas gerekti ini belirlemeye yönelik özel bir süreçtir. Bu durum
tesislerin yerlerinin belirlenmesi, tesislerden kaç tane olmas gerekti i, nerelerde kurulmas gerekti i,
ürünlerin ve mü terilerin hangilerine atanmas gerekti i gibi kararlar içerir. Tedarik zinciri yönetiminde
genel bir ürün ak mü teri taleplerinin depolardan veya direkt olarak tesisler veya satclar tarafndan
kar lanmas yöntemiyle olabilmektedir. A tasarm problemleri sadece tedarikçi-mü teri arasnda tek
kademeden olu abilece i gibi, tedarikçi-üretici-depo-mü teri eklinde çok kademeden de olu abilmektedir
(Ballou, 2004). ekil 1de çok kademeli bir tedarik zinciri verilmi tir.
ekil 1. Tedarik Zinciri Üyeleri
Tedarik zincirindeki tesis says arttkça, stok ve bu stoklardan kaynaklanan maliyetler artar. Bu
nedenle, irketler stok maliyetlerini azaltmak için tedarik zincirlerindeki tesislerini birle tirmeye ve saylarn
azaltmaya çal rlar. Örne in, Amazon.comun stok dönü üm oran ylda 12 iken, Bordersn stok dönü üm
oran ise yalnzca ylda 2dir. Tesis maliyetleri ise tesis says azaldkça azalr, çünkü az sayda tesis ile ayn
hacimde i yapmak ölçek ekonomisinden yararlanmamz sa lar. Fakat sektöre ba l olarak mü teriye taze
ürün ula trabilmek ve ikame ürünlere kar pazar payn koruyabilmek için hizmet düzeyini artrmak,
mü teriye yakn yerlerde tesis bulundurmay gerektirmektedir. Burada bir ödünle me söz konusudur (Levi ve
Kaminsky, 2003).
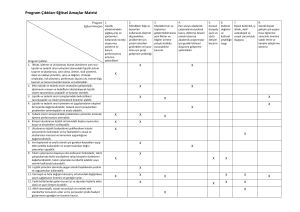
A tasarm bir firmann stratejik amaçlarnn ba arlmasn sa lar. Tesislerin says ve yeri, ürünlerin
depolar ile mü teriler arasnda atanmas, da tm merkezlerinin kapasitesi, tesisler ve çapraz yükleme
noktalar a tasarm sürecinde oldukça önemli fonksiyonlardr. Hedefler mü teri hizmet seviyesi ve da tm
merkezlerinde ki stok seviyesine göre belirlenmelidir.
yi tasarlanm bir tedarik zincirinin sa lad faydalar u ekilde sralayabiliriz (Waters, 2003):
1. Üreticiler mü teriye kolay ve rahat ula abilmek için üretim tesislerini en iyi yerde konumlandrrlar.
2. Üreticiler etkin TZY ile büyük miktarda bitmi ürün sto u tutmayacaklardr.
3. Toptanclar büyük sipari ler tutacaklardr ve üreticilerde dü ük maliyetlerle ta malar
gerçekle tirmi olacaklardr.
520
XI. Üretim Ara trmalar Sempozyumu, 23-24 Haziran 2011
4. Toptanclar perakendecilere ürün çe idi sunma açsndan birkaç tedarikçiden stok ürün
isteyeceklerdir.
5. Toptanclar perakendecilere yakn olacak ve ksa teslim zamanlar olacaktr.
6. Toptanclarn güvenilir teslimatlarndan dolay perakendeciler dü ük stok tutacaklardr.
7. letmeler özel alanlarda uzmanla abileceklerdir.
3. PARÇACIK SÜRÜSÜ OPT M ZASYON YÖNTEM
Parçack Sürüsü (particle swarm) Optimizasyonu (PSO), 1995 ylnda J.Kennedy ve R.C.Eberhart
tarafndan; kus sürülerinin davran larndan esinlenilerek geli tirilmi popülasyon tabanl stokastik
optimizasyon tekni idir. Do rusal olmayan problemlerin çözümü için tasarlanm tr. Çok parametreli ve çok
de i kenli optimizasyon problemlerine çözüm bulmak için kullanlmaktadr. PSO, genetik algoritmalar gibi
evrimsel hesaplama teknikleriyle birçok benzerlik gösterir. Sistem rasgele çözümler içeren bir popülasyonla
ba latlr ve nesilleri güncelleyerek en optimum çözümü ara trr. PSO da parçack olarak adlandrlan olas
muhtemel çözümler, o andaki optimum parçac izleyerek problem uzaynda dola rlar.
PSOnun klasik optimizasyon tekniklerinden en önemli farkll türev bilgisine ihtiyaç duymamasdr.
PSOyu uygulamak, algoritmasnda ayarlanmas gereken parametre saysnn az olmas sebebiyle oldukça
basittir. PSO fonksiyon optimizasyonu, bulank sistem kontrolü, yapay sinir a e itimi gibi birçok alanda
basaryla uygulanabilmektedir (Tamer ve Karakuzu 2006).
4. PROBLEM N TANIMLANMASI ve MATEMAT KSEL MODEL
Çal mada kullanlan model Jayaraman ve Ross (2003) makalesinden alnm tr. Bu modeli
kullanmamzda ki temel amaç, çapraz yükleme sisteminin matematiksel model içerisinde kullanlmas ve
modelin etkin sonuçlar vermesidir. Çal ma, örnek bir gda i letmesinin u anki ko ullar dikkate alnarak
çözdürülmü ve çkan sonuçlar parçack sürüsü optimizasyon yöntemi ile kar la trlm tr. Problemde
i letme Konyada ki merkezi imalat tesisinden aday depo yerleri olarak Bursa, Samsun ve Malatya illerinden
biri veya birkaçn kullanarak ürünlerini ta mak istemektedir. Ayrca i letme stanbul, zmir, Mardin,
Trabzon ve Ankara illerine aday çapraz yükleme merkezleri açmay dü ünmektedir. Bu sayede depolardan
çkan ürünler mü terilere ula madan önce çapraz yükleme merkezlerinde bir araya getirilerek toplanacaktr.
Bu sayede ürünler stokta tutulmayacak ve direk olarak nihai mü teriye ula trlm olacaktr.
Çal mann amac Jayaraman ve Ross (2003) tarafndan geli tirilen modelin çözümünü parçack sürüsü
optimizasyon (PSO) yöntemi ile aramak ve çkan sonuçlar iterasyon baznda matematiksel programlama
tekni i ile çkan sonuçlar ile kar la trmaktr.
4.1. Modelin Varsaymlar
Çok kademeli çok ürünlü bir tedarik zinciri a tasarm problemi için varsaymlar u
tanmlanm tr.
ekilde
Türkiyedeki 10 il merkezi talep noktalar olarak alnm tr.
Her bir ilin (talep noktas) talebi biliniyor ve sabittir.
Model çok ürünlü ve çok kademeli bir yapya sahiptir.
Her bir mü terinin talebi sadece tek bir çapraz yükleme merkezi tarafndan kar lanacaktr.
Her bir çapraz yükleme sadece tek bir depoya atanacaktr.
Depolarn toplam kapasiteleri önceden bilinmekte ve snrldr.
Üretim tesisinden da tm merkezlerine ve da tm merkezlerinden mü terilere gerçekle en ta ma
maliyetleri biliniyor ve sabittir.
4.2. Matematiksel Model
Model açlmas muhtemel çapraz yükleme ve depolarn i letim maliyetini, ürünlerin depolardan çapraz
yükleme merkezlerine ta ma maliyetini, çapraz yükleme merkezlerinden mü terilere ula trma maliyetini
(elde tutma ve stok tutma maliyeti dahil) en küçüklemeye yönelik olacaktr.
521
B. i man, H. Arol, A. Eleren
4.3. Sezgisel Prosedür
PSO optimum ya da optimuma yakn çözüm bulmak için önce her biri çözüm aday olan parçacklar
olu turur. Bu bireyler belli snrlar içerisinde rastgele seçilir. Bireylerin bir araya gelmesiyle çözüm için
gerçekle tirilen popülasyon olu turulur. Parçack hareket etti inde koordinatlarn bir fonksiyona gönderir ve
parçac n uygunluk de eri (optimum çözüme olan uzakl ) ölçülmü olur. Parçac n konum bilgisi
(koordinatlarn), hz (çözüm uzaynda ne kadar hzla ilerledi i) ve güncel en iyi uygunluk de eri ile bu
de eri elde etti i koordinatlar hafzada tutulmaldr(Der vd. 2008). Her parçac n o ana kadar ba ard
Pbest ve populasyonun o ana kadar ba ard Gbest noktalarna ilave olarak ayrca rassal bir parçack
koordinat da seçilmektedir. Bu seçilim aramaya globallik kazandrmakta ve çözüm aranan bölge d nda
kalabilecek muhtemel bir sonucun göz ard edilmesi riskini azaltmaktadr.
A a da PSOya dair formulasyon bulunmaktadr.
Vik+1 =
Vik +
c1 r1(Pbestik - Xik)
+
c2 r2(Gbestk - Xik)
+
c3r3 (Rk-Xik)
Atalet
Ki isel Etki
Sosyal Etki
Pasif Katlm
(Inertia)
(Personal Influence)
(Social Influence)
(Passive Congregation)
Xik+1 = Xik + Vik+1
= Atalet Çarpan
c1 = Sabit Çarpan (0,8)
c2 = Sabit Çarpan (0,8)
c3 = Sabit Çarpan (0,6)
r1 = 0 ile 1 arasnda rastsal say
r2 = 0 ile 1 arasnda rastsal say
r3 = 0 ile 1 arasnda rastsal say
Pbestik (Personel Best) = i. parçac n k. iterasyonuna kadar ald en iyi koordinat
Gbestk (Global Best) = Populasyondaki parçacklarn o ana kadar ald en iyi koordinat
Rk (Random Point) = k. iterasyonda seçilen rastsal bir parçac n koordinat
Xik = i. parçac nn k iterasyonundaki koordinat
Xik+1 = i. parçac nn k+1 iterasyonundaki koordinat
Vik = i. parçac n k iterasyonu için hesaplanan hz vektörü
Vik+1 = i. parçac n k+1 iterasyonu için hesaplanan hz vektörü
Bu yöntemin en önemli yan; hem parçac n hem de sürünün ö renmesidir. Bu ikisinin entegrasyonuna
ayrca rastsal seçilen bir parçac n dâhil olmas rastsal bir parçac a ans verilerek geni alanda arama
yapabilme kabiliyetini vermektedir. Bu ekilde herhangi bir parçac n yanl bir hareketi populasyon
tarafndan so urulmakta ve bu parçac n populasyonu olumsuz etkilemesi minimuma indirgenmektedir.
PSO algoritmasnn admlar ekil 2de gösterilmektedir:
4.4. Çal mann Hesaplama Sonuçlar
Bu bölümde, önerilen parçack sürüsü optimizasyon algoritmasnn performansn de erlendirmek için
hesaplama sonuçlar sunulacaktr. Probleme ait veriler bir gda i letmesine aittir. Mü teri talepleri her biri
için farkl olup de i kenlik göstermektedir. Ayrca i letme mü terilerine maksimum düzeyde hizmet
verebilmek için etkin bir tedarik zinciri a tasarlamak istemektedir. Modelin amac toplam ta ma maliyetini
an küçükleyecek ekilde en uygun sayda depo ve çapraz yükleme açabilecek sonuçlar bulmaktr. Problemin
çözüm prosedüründe açlacak tesis ve depo setlerinin says ve yerleri, bunlarn sonucunda olu acak
maliyetler ve deneysel kar la trmalar Pentium Dual CPU 1.80 GHz özellikli bilgisayar da GAMS 23.5
programlama dilinde CPLEX 12.2 modülü ile MATLAB 7.7.0.471(R2008b) adl yazlm paketi ile kodlar
olu turulan sezgisel bir arama algoritmasna sahip parçack sürüsü optimizasyon yöntemi arasnda
yaplacaktr.
522
XI. Üretim Ara trmalar Sempozyumu, 23-24 Haziran 2011
Algoritma çal maya ba lar.
Populasyon ve terasyon Saysnn
kullanc tarafndan sisteme
girilmesi istenir.
Girilen populasyon says
do rultusunda her parçac a rassal
koordinatlar atanr.
Hz vektörü ile mevcut
koordinatlar toplanarak yeni
koordinatlar belirlenir.
Parçacklarn atandklar
koordinatlara göre amaç
fonksiyonu de erleri hesaplanr.
V(hz vektörü) hesaplanr.
Pbestik, Gbestk ve Rk güncellenir.
(eylemsizlik a rl )
güncellenir.
Hayr
terasyon Says
maksimum
iterasyon saysna
e it mi?
Evet
Algoritma sona erer.
Optimum Sonuç = Gbest
ekil 2. Parçack Sürüsü Optimizasyon Algoritmas Ak
emas
Parçack Sürüsü Optimizasyonunun popülasyon temelli çal masndan dolay kullancya her çal trma
sonucunda farkl de erler sunmaktadr. Bu durum do rultusunda program çktlarnn do ru
de erlendirilebilmesi amacyla model 20 kez çal trlm tr. Her çal trmada popülasyon says 50
alnm tr. terasyon says ise maksimum 1000 olarak belirlenmi tir. Durma kriteri olarak son 200 iterasyon
esas alnm ve son 200 iterasyonda amaç fonksiyonu de erinde de i me olmad ndan çkan de er en iyi
de ere atanm tr. Tablo 1de gösterildi i gibi 20 çal trma neticesinde en iyi amaç fonksiyonu de eri 2
çapraz yükleme merkezi (Mardin ve Trabzon) ve 1 depo (Malatya) ile 4. çal trmada elde edilmi tir.
Matematiksel programlama kullanld taktirde modelde 1 depo (Malatya) ve 2 çapraz yükleme merkezi
(Mardin ve Ankara) ile en iyi sonuç elde edilmektedir. Fakat çkan sonuçlar göstermi tir ki daha az iterasyon
ile PSO algoritmas daha iyi netice verebilmektedir.
523
B. i man, H. Arol, A. Eleren
Tablo 1. PSOnun 20 Kez Çal trlmas ile M1 Modelinde Elde Edilen Sonuçlarn Gams ile
Kar la trlmas
PSO
Çal trlma
Says
1
2
3
4
5
6
7
8
9
10
11
12
13
14
15
16
17
18
19
20
terasyon
Says
281
456
268
157
623
218
646
707
925
602
136
465
142
36
668
129
861
495
182
268
Optimum Amaç
Fonksiyonu De eri
5408
5310
5510
5310
5610
5507
6608
5507
5309
5807
6607
5709
6608
5508
5309
5408
5910
5612
5613
5309
GAMS
Optimum Amaç
Fonksiyonu De eri
5405
5405
5405
5405
5405
5405
5405
5405
5405
5405
5405
5405
5405
Uygun çözüm yok
5405
5405
5405
5405
5405
5405
terasyona ba l amaç fonksiyonu grafi i ekil 3te gösterildi i gibidir. Bu grafik iterasyon admlarnda
popülasyonun güncellemeye olan katksn göstermektedir. Görüldü ü gibi iterasyon says arttkça amaç
fonksiyonu en iyi de ere do ru yakla maktadr.
ekil 3. terasyona Ba l Amaç Fonksiyonu Grafi i
5. SONUÇLAR
Da tm merkezi a tasarm ve çapraz yükleme yerle im problemi parçack sürüsü optimizasyonu
(PSO) sezgisel prosedürü ile bulunmaya çal lm tr. Durma kriteri olarak son 200 iterasyonda amaç
fonksiyonundaki de i me ele anlnm ve her bir veri seti arka arkaya 20 kez çal trlm tr. Kar mza çkan
524
XI. Üretim Ara trmalar Sempozyumu, 23-24 Haziran 2011
sonuçlara göre dördüncü çal trmada en iyi de er elde edilmi ve 1 depo-2 çapraz yükleme merkezinden
olu an toplamda 3 da tm merkezi açlm tr. Çal mann sonuçlarn dikkate alan iterasyon kar la trmas
yaplm ve daha az iterasyon ile PSOnun daha iyi sonuçlar verdi i görülmü tür.
KAYNAKÇA
Bachlaus M., Kumar M., Mahacan C., Shankar R., 2008. Designing an integrated multi-echelon agile
supply chain network: a hybrid taguchi-particle swarm optimization approach, Intell Manuf acturing, Vol.
19, pp. 747761.
Ballou R. H., 2004. Business Logistics/Supply Chain Management. Pearson/Prentice Hall, New Jersey,
USA.
Cohen M. A., Lee, H. L., 1989. Resource deployment analysis of global manufacturing and distribution
networks, Journal of Manufacturing and Operations Management, Vol. 2, pp 81-104.
Der V., Vural R. A. , Yldrm T., 2008. Parçack Sürü Optimizasyonu Tabanl Evirici Tasarm,
Eleco'2008 Elektrik - Elektronik - Bilgisayar Mühendisli i Sempozyumu Ve Fuar Bildirileri
Jayaraman V., Ross A. 2003. A simulated annealing methodology to distribution network design and
management. European Journal of Operational Research, Vol. 144, pp. 629645.
Kuo, R. J., Han, Y. S., 2011. A hybrid of genetic algorithm and particle swarm optimization for solving
bi-level linear programming problem A case study on supply chain model, Applied Mathematical
Modelling, Vol. 35, pp. 3905-3917.
Levi S., and Kaminsky P., 2003. Designing and Managing the Supply Chain: Concept, Strategies and
Case Study, McGraw-Hill. New York, USA.
Lin, L., 2007, A Hybrid Genetic Algorithm for Logistics Network Design with Flexible Multistage
Model , International Journal of Information Systems for Logistics and Management, Vol 3, pp. 1-12.
Nozick, L. K., ve Turnquist, M. A., 2001. Inventory, transportation, service quality and the location of
distribution centers. European Journal of Operational Research, 129, 362-371.
Tamer S., Karakuzu C., 2006. Parçack Sürüsü Optimizasyon Algoritmas ve Benzetim Örnekleri,
Eleco'2006 Elektrik - Elektronik - Bilgisayar Mühendisli i Sempozyumu Ve Fuar Bildirileri
Ylmaz, P., 2004. Strategic level three-stage production distribution planning with
capacity expansion, Yüksek Lisans Tezi, Sabanc University Graduate School of
Engineering and Natural Sciences, stanbul, 1-20.
Waters D., 2003. Logistics An Introduction to Supply Chain Management. Palgrave Macmillan, New
York, USA.
525