DEMIR-ÇELIK ÜRÜNLERIN HASARSıZ MUAYENE YÖNTEMLERIYLE
KONTROLO VE ÜRÜN KALİTE DÜZEYİNİN BELİRLENMESİ
4- ULTRASONIK MUAYENE
Malzemelerin hasarsız muayenesinde önemli bir yer tutan ultrosonik
yöntem yüksek frekanstı ses dalgalarının muayene edilecek parçaya bir prob
vasıtası ile gönderilmesi, parçada ilerleyen ses dalgalarının malzeme arka
duvarından veya rastladıkları bir hatadan yansıyarak tekrar proba ulaşması ve
proba ulaşan ses dalgalarının elektrik sinyallerine çevrilerek bir ekran üzerinde
izlenmesi esasına dayonır.Ekran üzerinde malzeme arka duvarından gelen ses
dalgasının ekosunun yeri belli olduğundan herhangibir hatadan yansıyarak
dönen ses dalgasının ekosu farklı bir yerde görünür ve o doğrultuda bir
süreksizlik olduğu haberini verir.Tüm bu işlemlerden Önce malzemenin et
kalınlığına göre kalibrasyon yopıldığından hatadan gelen ekonun ekran
üzerindeki yerine göre hatanın derinliği ( Yüzeyden ne kadar aşağıda olduğu )
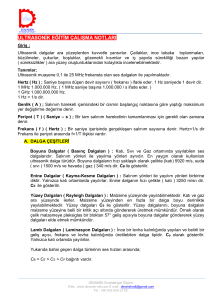
de tespit edilebilir. Şekil 1' de muayene düzeneği ve ultrosonik cihazın osiloskop
ekran görüntüsü şemotize edilerek verilmiştir.
Prob
Hut» dcrİBÜfI
KaUhre edttmiı et faümlıfa
ArkaHovar £
Hut ıdfl] LJGJ İ£]L EJsA
•
1
2
3
4
5
6
7
S
9
19
Şekil 1 .Osiloskop ekranında arka duvar ekosu ve hatadan gelen ekonun
görünüşü
Gönderilen ses dalgalarının frekansı 0.5 - 20 Mhz arasındadır.Ultrasonik
dalgalar (Ses dalgalan) malzeme içinde gönderildikleri doğrultuda mekanik
titreşimler vasıtası ile İletilirler. Bir jeneratör tarafından üretilen voltajın yükselip
alçalması problarda bulunan piezoelektrik kristallerin uzayıp kısalmasına neden
olur ve bu yolla küçük darbeler elde edilir.Bu darbeler prob alt yüzeyinde ses
dalgalarının oluşumunu sağlar. Prob malzeme yüzeyine temas ettiğinde bu ses
dalgaları malzeme içerisine iletilir. Malzeme içerisinde yolalon ses dalgaları
malzeme arka duvarına veya hota-malzeme arayüzeyine çarparak geri dönerler
ve prob alt yüzeyinde piezoelktrik kristallere çarparak onların tekrar uzayıp
kısalmasını sağlarlar. Bu uzayıp kısalma elektrik enerjisine çevrilerek bir
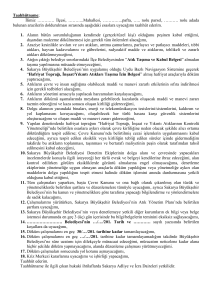
amplifikatör tarafından yükseltilir ve osiloskop ekranında görülür.Sekil 2' de bu
dönüşüm şematik olarak gösterilmiştir.
r Yatay
sapma
l^xiBn ekE.enı
kalibrasycnu
taraiT» g e r i l i m :
liret imi
î
Dikev sapma
Alıci '
yükseltici
Dartıe kaydxrnıa
I Katot 1sapı
•Ç>y*-(zy
tüpii
^terıci
\Jm:
_J
Darbe u r e t e t i
Calı^mâ nodLi a n a h t a r ı
Şekil 2 Ultrasonik muayene cihazının blok devre diyagramı
Ultrasonik muayenede kullanılan problar ses dalgalarını malzeme içine iki
türlü iletebilirler. Bunlardan birincisi ses dalgalarının malzeme içine dik olarak
yani malzeme yüzeyine 90° açı ile iletilmesi, ikincisi ise ses dalgalarının malzeme
yüzeyine 4 5 ^ 70° gibi açılar ile iletilmesidir. Örneğin düz yüzelerde yapılan
muayenelerde normal problar gerekli hassasiyeti gösterirler fakat köşe
kaynaklarında prob için hareket alanı kalmadığından muayene açılı problarla
kaynak bölgesi yakınından yapılabilir. Prob dizaynı gönderici ve alıcı probların
ayrı ayrı olduğu şekilde yapılabildiği gibi gönderici ve alıcı kristallerin aynı
yapıda olduğu tek bir prob olarak da yapılabilir.
Kalibrasyon işlemi hata içermeyen, boyutları ve malzemesi standartlarda
belirtilmiş test blokları ile yapılır.Kalibrasyon yapılırken unutulmaması gereken
nokta ultrasonik muayene hangi malzemeye yapılacaksa kalibrasyonun da aynı
malzemeden yapılmış test blokları ile yapılması gerektiğidir.
4 . 1 - D Ö K Ü M ÜRÜNLERDE ULTRASONİK M U A Y E N E
Ultrasonik muayene döküm ürünlerinde görülmesi muhtemel
aşağıda sıralanan hata lann muayenesinde efektif olarak kullanılır.
olan
ve
-Çekilme boşlukları,
-Porozite,
-Inklüzyonlar {Özellikle kum ve cüruf)
-Katılaşma esnasındaki gerilimlerin neden olduğu çatlaklar
Ultrasonik muayenenin döküm ürürnlerde kullanımı aşağıdaki sınırlamalara
bağlıdır:
-Karmaşık şekilli parçalarda probun hareket edebileceği yeterli alanın
bulunmaması.
-Parçanın aynı anda farklı et kalınlıklarına sahip olması.
-Dökülmüş halde olan muayene parçasının yüzey kalitesinin iyi olmaması.
-Mikroyapmm kaba taneli olması sonucu ses dalgalarının gücünü yitirmesi.
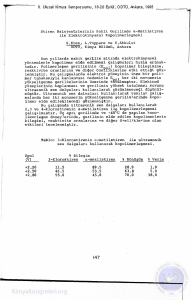
Ultrasonik muayenede kullanılan ses frekansının 0.5-20 M H z arasında
olduğu halde döküm ürünler için bir özel durum vardır. Döküm ürününün kaba
taneli bir tapıya sahip olmasından dolayı başarılı bir muayene yapılabilmesi için
düşük frekanslı ses dalgalarının seçilmesi faydalı olur.(l-2 M H z ).Ancak prob
tipinin değişmesi durumunda uygun frekansların seçilmesi tecrübe ışığında
gerçekleştİrİİebilir.Farklı döküm malzemeleri için uygulanabilecek ses frekansları
Tablo 2 ' d e verilmiştir.
Tablo 2 Farklı döküm malzemeleri için uygulanabilecek ses frekenslan
Ferritik çelik
ûstenitik çelik
G r i dökme demir (Lamelli)
G r i dökme demir (Küresel)
Alüminyum
Cu ve Cu alaşımları
1.5-2.5
0.5-1.5
0 . 5 - 1.5
1.5-2.5
1.5-2.5
0 . 5 - 1.5
Döküm parçalara uygulanacak ultrasonik muayene D İ N 1 6 9 0 Bölüm T de
ele alınmıştır.DIN 1 6 9 0 Bölüm 2 ' ye göre ultrasonik muayene et kalınlığı fazlaca
olan dökümler için, kaynak muayenesi için ve radyografik
muayeneyi
desteklemek amacıyla hatanın oryantasyonunu ve boyutlarını bulmak için tercih
edilmelidir.
1/3d Molcslmum lOOm»
Dif fa&lge
OrtabSlg»
Dif b 6 l g *
1/3d Maksimum lOOm
ı:
1
Si
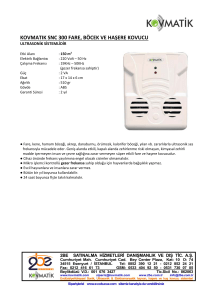
Şekil 3 Tablo 1 ve Tablo 3 ' de anılan bölgelerin malzeme et kalınlığında
gösterimi
Şekil 4 Tablo 1 ve T a b l o ^ ' de bahsedilen Özel alan, toplam alan kavramlarının
gösterilmesi F|, F2, F3 özel alanlar; F^ + F2 + F3 toplam alan
T a b l o 1 Ultrosonik muayenedeSto/ıZ-f/sen-Pri/fc/o/f 7 9 /
1
ye göre muayene ve hata türü gözönunde b u t /
jrularak izin verilebilecek maksimum değerler.
2
3
Kolon 1' deki özettiklere bakıldığında gereklti ihtiyaçlor.Değişik seviyelere uygulanabilir.
1 I
Bölge
Sıra
özellik
2
I
3
1
5
4
Muayene edilen bölgenin döküm kolıniığı
Bkz
''1
Şekit4
£50
>50
£100
>ıoo 1
£600
^^°
>50
>ıoo 1
£100
£600 1
>50
£50
£100
>100İ
£600 1 ^^^
>50
>100
£100
£600
Test sınıfı Stahl-Eisen^röfblaH 1922 ' deki gibidir.
1
2
3
II
1
Uzantısı ölçülemeyen hatalar "^1
Eşdeğer dairesel yansıtıcının en büyük çapt(mm)
Muayene bölgesinde dm ' ye düşen
minimum sınırlar içinde kayıtlanmış
hataların sayısı
Orta Bölga
Oif Bötgalar
}3
Orta Bölga
D19 BötgaUr
a) Eğer Şekil 4' teki A mesafesi hatalonn arasındaysa her durumda ses demeti çapından geni^tir^)
aşağıda sıralonon moksimum değer uygulanmalıdır.
H«r
Kriter olarak kullanılmaz
}3 }3
}5
}5
}3
b«}i
üçü
Ktllar otaralc luıtlanılnıaz
Bak sıra 10 d
b) Eğer Şekil 4 'teki A mesofesi iki yada doha fozlo hatonm arasındaysa i^% dolgosı çapından küçük
veya eşittir.o şıkkında listelenen maksimum değerler aşı mamif olsa bile sıra 10 ve 11 uygulanmalıdır.
Uzatisi ölçülebilen hatalar ^)
4
5
6
Eşdeğer dairesel yansıtıcının en büyük çapı{mm)
Orta Bötga
Dif Bölgaİar
Eğ*r arko duvor akosu 2MHz olarak görülmüş bu dökOmün
jaidlndan yada prob^üzay lamasının iyi olmamalıdandır
Orta Bölga
Dı> Bölgalar
Yansıma alanının kalınlığının test bölgesindeki döküm
kalınlığı dVo oranının mabimum değeri (%)
Orta bölge
izm
varitmaz
Orta Bölga
8
En geniş özel alan (cm"^) (Şekil 4)
Orta bölga
9
En geniş toplam alan (cm'^) {Şekil 4)
İzm
varilntaz
Dı> Bölqa(ar
İzin
vanlmaz
Dif Bölqa
Orta Bötga
Dif BölqBİ«r
Referans alanı için (cm'^)
I ve ) için tablonun devamına bak
izin
varılmaz
Krltar otaralc Iculiamlmoz
Bak sıra 1 0 d
ödB
{%50)
Oif Bölqe 4}
Ses dalgası çapını aşmoyon maksimum B derinliği için
maksimum L boyu (mm)
7
<3
Dİonloro
izin
varılmaz
20 dB {%90)
12dB(%75}
15
15
15
10
10
10
75
75
100
75 75
75
100 100 150
6
10
10
100 150 150
100 100 100
1500 («39x39) |
15
10
15
10
15
10
15
10
15
10
15
10
75
75
150
6
75
75
150
20
120
75
100
75
200
20
150
20
100
75
150
20
150
75
200
20
150
100
200
100
200
100
150
200
150
200
150
100
1000 («32x321
25
15
100
75
300
40
300
150
25
15
25
15
100
75
300
40
150
75
400
40
400
200
400
200
1/3d Maksimum lOOm» ^
Dif b 5 l g «
t
Oftabatg*
Dif bölge
l / 3 d Malcsimum lOOm
I
I
)0>
01
Şekil 3 Tablo 1 ve Tablo 3 ' de anılan bölgelerin malzeme et kalınlığında
gösterimi
Şekil 4 Tablo 1 ve Tablo J ' de bahsedilen Özel olan, toplam olan kavramlarının
gösterilmesi F^, F2, F3 özel alanlar; F^ + F2 + F3 toplam alan
Tablo 1' İn devamı
(
(
Koton 1' deki özelliklere bakıldığında gerekili ihtiyaçlar.Değişik seviyelere uygulanabilir.
3
Bölge
Sıra
Özellik
I
4
Muayene edilen bölgenin döküm kalınlığı
Bkz
ŞekiU
S50
>50
5100
>100
5600
>50
550
5100
>50
>100
5600
550
5100
>100
5600
550
>50
>100
5100
5600
Hata özelikleri
10
Hotalı bölge ve kotalar,
a) Ses Dolgosının yönüne göre uygun olmayan pozisyonlardaki döküm hotolan,
b) Boy ve derinlik olarak kesin uzontıton olan hoto kümeleri,
c) Döküm porçasınm kullanılobiliriiğini önemli oranda etkileyen çoHoklar,
d) Et kaİıntıklan 50 mmyi aşmayan dökümlerde dairesel hoto çapı 8 mmVi aşan veya et kaİmlıklon 50 mmVi o^on, çapı 8 mm'den büyük olan ve orta bölgede bulunan
hotalor,
SEP 1922' de verilen limitleri aşmamış olsalar bile kaydedilmeli, Müşteri ile görüşüldükten sonre karar verilmelidir.dnemsiz oldukları kınlmo testleri ile gösterilmedikçe
çatlakloro izin verilmez.
_ _ _ _ ^
Gereklilikler
Belirtilenlerin üstünde bir sapma gösteren veya belli belirsiz olan sonuçlar sözkonusu olduğunda, muoyene radyografik yöntem İle desteklenerek Tobto 2 gözönüne
olmmalıdır.
11
Eğer radyografik muoyenede herhengibir hato bulunamamış fakat ultrosonik muayenede hatolonn ölçülebilir uzontılanmn variığı görülmüşse çotfoklann vardığına engel
olunamaz ve prosedür stro 10' doki gibi uygulanır.
) Ahboşlık 2.2.1.3. e bok (DİN Handbook Englişh Tronslations 1986 ]
) ölçülebilir ve ölçülemeyen uzonttlan olan hotalon sınıflandınlmosında şüphe oİuşmosı durumunda ve ölçülebilir uzantıları olmoyan hototonn arasındaki mesafe üzerine kurulmuş alt
sıntflondırmodo, Sıra 3a ve 3b' deki gibi 24 mm çaplı prob, boylamasına ses dalgalan ve 2 MHz Irekans kutlanıimolıdtr.
) Muayene alanında izole edilmiş adca duvar ekosunun %100 zayıflamasına 2-5 şiddetindeki seviyelerde izin verilir.
) Şiddet seviyeleri 2-5 için, uzontıİon orta bölgeden dış bölgeye kodor yoyılmış olan hata et koiınlığımn % 15'inde maksimum uzantısını gösterebtlfrier(Maksimum 50mm), dtş
bölgede etkalınlığmm %10 'undan( 25mm ) fazlasının bulunmaması kaydıyla.
Eğer orta bölgede tek bir hata varsa et kalınlığının %10 'unu geçmeyen kotmlıklanndo 2-4 şiddetlerinde orio bölgede çekilme boşluğu olarak sınıflandınlmıştır.Bu değerin %50' den
fgzlghnobujoblojzin vermektedir.Şiddet seviyesi 5 İçin bu gibi durumlordo herhangibir limit belirtilmemiştir.
5- RADYOGRAFİK MUAYENE
Radyografik muayene malzemelerin içine nüfuz edebilme özelliği olan
ışınlarla {X veya y ışınları) fotoğraf alma tekniğidir.Yöntem malzeme üzerine
gönderilen X veya y ışınlarının malzemeyi katederek malzeme arka duvarına
yerleştirilmiş bir fotoğraf filmi üzerinde iz bırakması temel prensibine dayanır.Bu
anlamda radyografik muayeneyi hastanelerde uygulanan Roentgen
filmi
uygulamalarına benzetebiliriz. Kullanılan fotoğraf filminin özelliği kimyasal
yapısındadır.Film yüzeyinde
bulunan kimyasal
madde
radyasyon
ile
karşılaştığında iyonize olur ve daha sonra uygun kimyasal sıvılarla yapılan banyo
İşleminden sonra X ışınları ile yoğun teması olan bölgeler daha koyu renkli
görünürler.Eğer muayene parçasında herhangibir hata veya et kalınlığı farkı
yoksa film üzerinde her yer aynı koyulukta görünür.Porça üzerinde hata veya et
kalınlığı farkı mevcutsa ince olan bölgeler ve hatalı bölgeler daha koyu
gözükürler.Çünkü ince bölgelerden geçen radyasyon parça içinde daha az
mesafe kotettiğinden şiddet kaybı daha ozdır ve filmi daha fazla karartırlar. Aynı
şekilde hata/süreksizlik mevcudiyeti olan bçlgelerden geçen radyasyon da daha
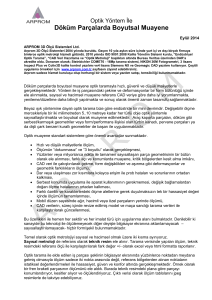
az mesofa katetmiş olur ve filmi doho fazla karortır.Sekil 5' te bu durum izah
edilmiştir
Radyasyon Kaynağı
Boşluk <^
^ Film
> Film izdüşümü
ŞekH 5 Radyografik muayenede et kalınlığı farkı ve süreksizliklerin film
üzerindeki karartma
etkisi.
Filim özerinde hatalı bölgelerin farkedilip edilmeyeceğini belirleyen faktör
bu bölgelerle komşu bölgeler arasındaki optik yoğunluktur.bu optik yoğunluk
farkına kontrast adı da verilir.kontrast arttıkça hatalı ve hatasız bölgeler
arasındaki fark daha iyi algılanır.hatnın algılanmasını etkileyen diğer bir faktör ise
ışınların geçiş doğrultusunda hataların yeterli boyuta sahip olmaları gerekliliğidir.
5 . 1 - D Ö K Ü M ÜRÜNLERE RADYOGRAFİK MUAYENE UYGULAMASI
Radyografik muayene ile döküm ürünlerde bulunması muhtemel hata tipleri:
•
•
•
•
•
Gaz boşlukları
Inklüzyonlar
Çekilme boşlukları
Sıcak yırtılma
Çatlaklar dır.
Bu hatalar radyografik muayene uygulaması sonucu aşağıdaki şekillerde
tespit edilebilirler.
Gaz boşlukları: Filmde dağınık gruplar halinde veya tekil koyu renkli
yuvarlak/küresel şekilli izler bırakırlar.
Inklüzyonlar: Yoğunlukları metallerden daha hafiftir ve boşluklara göre daha
açık olarak algılanabilecek siyah izler bırakırlar.
Çekilme boşlukları: Hata karakteristiği gereği orta bilgede bulunurlar ve filmde
uzun, kalın ve koyu renkli çizgiler halinde izler bırakırlar.
Sıcak yırtılma : Filmde kısa veya uzun koyu renkte izler bırakırlar.
Çatlaklar: Filmde kısa veya uzun koyu renkte izler bırakırlar.
Doha iyi algılanabilmeleri açısından ASTM tarafından hazırlanmış hata
tipleri ve bu hataların çekilmiş radyograflon uygulamacılara iyi birer örnek teşkil
etmektedir.
Döküm ürünlerinin genellikle girift ve farklı et kalınlıklarına sahip parçalar
olduğu düşünüldüğünde kontrastın iyi olması muayenenin sağlıklı olması açısından
önemli ve ulaşılması tecrübe isteyen bir olgudur. Kontrastın iyi olabilmesi için
uygulanan akım ve gerilimin çok iyi seçilmesi gerekmektedir.
Radyografik muayene için DİN 54 109 Bölüm 1 ve Bölüm 2 ve DİN 54
111 Bölüm 2 radyografik muayene için oluşturulmuştur.Muayene DİN 54 11 1
Bölüm T deki gibi yapılmalı Görüntü kalitesi DİN 54 109 Bölüm 2' ye göre
oluşturulmalıdır.Tablo 3 ' de radyografik muayenede izin verilebilecek maksimum
hatalar gösterilmiştir.
Tablo 3 Radyografik muayenede İzin verilebilecek maksimum
destekleyicisi olarak kullanılması ile ilgili bilgiler
Şiddet seviyelerine göre izin verilebilecek maksimum hata
Hata
Hata Türü
ASTM' de belirtilen
kodu 5'
Poroziteler
Metalik olmayan
kalıntılar
B
Çekilme
boşlukları
Çatlaklar
Et kalınlığı
ASTM' deki
değerlendirmesi
50' ye kadar
50-115
115-300
50' ye kadar
50-115
115-300
50' ye kadar
5ail5
115-300
E 446
E 186
E 280
E 446
E 186
E 280
E 446
E 186
E 280
]
2')
f]
4')
Al
Al
A3
A3
A3
B3
B3
B3
A3
A3
A3
B3
B3
B3
A4
A4
A4
B4
B4
B4
Col,Cbl,CcI,
Cdl
Ca2, Cb2, Cc2,
Cd2
Ca3, Cb3, Cc3,
Cd3
Ça4. Cb4, Cc4,
Cdi
Cal,Cbl,Ccl
Ca3, Cb2, Cc2
Ca2, Cb2. Cc2
İzin verilmez
Ca3, Cb3, Cc3
Ca3, Cb3, Cc3
Co4, Cb4, Cc4
Ca4, Cb4, Cc4
izin verilmez
Bl
B1
izin verilmez
D +E
Maça destelcleri ve çil
molzemasind* olujan
Katojor
hatalar ve radyografik muayenenin ultrasonik muayene yönteminin
50' ye kador
5ail5
115-300
E 446
E 186
E 280
İzin verilmez
İzin verilmez
İzin verilmez
İzin verilmez
izin verilmez
İzin verilmez
izin verilmez
41
4\
İzin verilmez
İzin verilmez
İzin verilmez
fn
n*l
fi*)
A5
A5
A5
B5
B5
B5
Ca5, Cb5
Co5, Cb5
Ca5, Cb5
Dİ,El
fi
fî
fi
) ASTM-E 446 Çelik döküm için 51 mm kalınlığa kadar standart referans radyograflan
ASTM-E 446 Çelik döküm için 51-114 mm kalınlığa kadar (Et kalınlığı yüksek) standart referans radyograflan
^ ASTM-E 446 Çelik döküm için 114-305 mm kalınlığa kadar (Et kalınlığı yüksek) standart referans radyograflan
) Malzeme standartında veya siparişte belirtilmedikçe ultrasonik muayenede orta bölgede görülen hatalar için bir sonraki şiddet
seviyeleri için olan spesifikasyoniar uygulanır.(örnek: 2 yerine 3 )
) Değerler üzerinde üretici ve müşteri arasında anlaşmaya varılacaktır.
1 Kini ma mekaniği testleri İle çatlakların doğası gösterilmedikçe
) Çatlaklara et kalınlığına göre aşağıda belirtilen uzunluklarda izin verilmiştir
Et kalınlığı s (mm)
izin verilebilecek maksimum
çariak uzunluğu (mm}
10 mm'ye kadar
7
2/3 s
100
ıai50
150' nin üzerinde
) Maça destekleri mevcut olabilir, fakat bunlar cgtlaksız yüzeylere kaynaklanacaktır.
>