ÇELĠĞĠN KATILAġMASI
Katılaşma durumuna göre çelikler kaynar dökülmüş çeliklere ve sakin dökülmüş çelikler
olmak üzere iki ana gruba ayrılırlar. Bu çeliklerin üretimi ve özellikleri aşağıda
açıklanmaktadır.
1. Kaynar DökülmüĢ Çelikler
Sıvı çeliğin soğuması sırasında, önce hemen hemen saf olan demir kristalleri kalıp veya kokil
yüzeylerinde katılaşarak sıvıdan ayrışır. Bu nedenle, külçenin en son katılaşan merkez
kısmının karbon oranı, sıvı çeliğin karbon oranından daha fazla olur. Karbon segregasyonu
denilen bu olay, kimyasal bir reaksiyonun meydana gelmesine neden olur. Şöyle ki; sıvı çelik
içerisinde ancak belirli oranlardaki karbon ve demiroksit aynı anda çözünebilir. Başka bir
deyişle, çelikteki C ve FeO oranlarının çarpımı daima sabittir. Bu durum, karbon oranı düşük
olan yumuşak çeliklerin çok, karbon oranı yüksek olan sert çeliklerin ise az oranda FeO
içermesi anlamına gelir. Bu nedenle, katılaşma sırasında külçenin sıvı durumda bulunan
merkez kısmındaki karbon oranı, çeliğin karbon oranının üzerine çıkınca fazla gelen karbon
C+ FeO Fe + CO reaksiyonu ile yapıdan atılır. Bu reaksiyon sonucunda oluşan
karbonmonoksit (CO) gazı sıvı metal içerisinde kabarcıklar oluşturur. Bu kabarcıklar aşağıdan
yukarıya doğru yükselirken sıvı çeliğe kaynıyor görünümü verir. Yükselen kabarcıklar düşük
sıcaklıkta ergiyen safsızlık elementlerini külçenin ortasına çeken bir akım meydana getirirler.
Katılaşmanın başlaması ile kabarcıkların bir kısmı külçenin kenar kısımlarına hapsedilir.
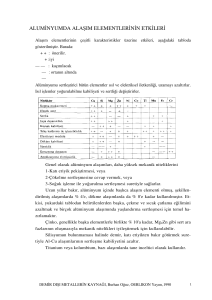
Kaynar dökümün şematik gösterimi ile kaynar dökülmüş durumdaki bir çelik külçenin
görünümü Şekil 10’da verilmiştir. Kaynar dükülmüş çeliklerin özellikleri aşağıda
verilmektedir.
ġekil 10. Kaynar dökülmüş çeliğin şematik gösterimi (a)kaynama olayının oluşumu
(b)kaynar dökülmüş çelik kütlenin görünümü
a) Karbon oranı düşük olan çelik külçelerin yüzeylerinin altında ve belirli derinliklerde
gaz boşlukları veya gözenekler oluşur. Oluşan boşluk veya gözenekler dış havaya açık
olmadıklarından pürüzsüz metalik yüzeylerini muhafaza ederler. Bu nedenle, söz
konusu boşluklar, sıcak dövme veya haddeleme sırasında kaynayarak yok olabilirler.
b) Kaynar döküm yöntemiyle üretilen külçenin merkezinde segregasyon bölgesi oluşur
ve bu bölge kükürt ve fosfor içerir.
c) Hapsedilen gaz kabarcıkları, katılaşan metalin kendini çekme oranını karşıladığından
az miktarda çekme boşluğu oluşur. Bu sayede, döküm yüzeyini düzeltmek için
külçenin kesilen kısmı azalarak daha yüksek verimde üretim yapılabilir. Üretilen
külçenin yaklaşık %90'ı ara ürün olarak kullanılabilir.
2. Sakin DökülmüĢ Çelikler
Külçe içerisindeki gaz boşlukları her zaman haddeleme, presleme veya dövme gibi sıcak şekil
verme işlemleri ile yok edilemez. Ayrıca, döküm yöntemiyle üretilen çelik parçaların çoğu
şekil değişimine tabi tutulmadıklarından gaz boşlukları iç hatalar şeklinde yapıda kalır. Diğer
taraftan sert ve alaşımlı çelikler, yırtılmaların meydana gelmemesi için yumuşak çeliklere
uygulanan basınçlardan daha düşük basınçlarda haddelendiklerinden, bu çeliklerdeki gaz
boşluklarının ezilme ile yok edilmeleri mümkün olmayabilir. Bu nedenle, sert ve alaşımlı
çeliklerin gaz oluşmadan dökülmeleri ve kokil içerisindeki sakin olarak katılaşmaları gerekir.
Gaz oluşumunu önlemek için çözünen demir oksit (FeO); Al, Ti, Ca, Si, Mn ve Mg gibi sıvı
veya katı ürünler veren deoksidasyon maddeleri ile indirgenir. Bu maddeler, sıvı metalin
akıtılması sırasında tek tek veya birarada döküm potalarına atılır. Ortaya çıkan
reaksiyonlardan bazıları aşağıda verilmiştir.
3FeO + 2Al 3Fe + Al2O3
2FeO + Si 2Fe + SiO2
FeO+Mn Fe+MnO
Deoksidasyon maddelerinin oksijene karşı çekicilikleri fazla olduğu için demir oksidin
oksijenini kaparak kendileri oksitlenir. Bu oksitler sıvı cüruf oluştururlar. Böylece sakin
dökülmüş çelik elde edilir. Sakin dökülmüş veya gazı alınmış çeliklerin belli başlı özellikleri
aşağıda verilmiştir.
a) Külçe içinde gaz boşluğu yoktur. Buna karşılık üretilen çelikte çok ince dağılım gösteren
metal olmayan cüruf parçacıkları bulunur.
b) Külçede segregasyon bölgesi yoktur.
c) Katılaşma sırasında metalin kendini çekmesi gaz kabarcıklan ile dengelenmediği için derin
çekme boşluklan oluşur. Bu nedenle % 80- 85 arasında bir verim elde edilir ve bu değer
kaynar döküm yöntemi ile elde edilen verimden biraz daha düşüktür.
KĠMYASAL BĠLEġĠMĠN ÇELĠĞĠN ÖZELLĠKLERĠNE ETKĠSĠ
Üretimde kullanılan ham ve yardımcı maddeler ile uygulanan işlemlerden kaynaklanan ve
çeliklerin bileşiminde her zaman bulunabilen, Si, Mn, P, S, N, H, O demir eşlik elementleri
adı altında toplanır. Bunlardan Si ve Mn oksit veya sülfür giderme açısından yararlıdır. Geri
kalanlar ise malzemeyi gevrekleştirdiklerinden istenmezler; dolayısıyla cevher ve hurda tipine
göre bileşime tesadüfen giren diğer elementlerle birlikte katışkı olarak nitelenirler. Çeliklerde
ayrıca sülfür, oksit, silikat türünden metal olmayan kalıntılar da bulunur. Bunlar çoğunlukla
oksit giderme işleminin cürufa geçememiş reaksiyon ürünleri veya ocak duvarları v.b.
yerlerden koparak sürüklenmiş parçacıklardır.
Çeliklerin kalitesini, özel olarak katılmış yani istenen alaşım elementleri kadar, istenmeyen
katışkı ve kalıntılar da olumsuz yönde olmak üzere etkiler. Katışkıların belirli miktarları
aşmaları veya heterojen biçimde dağılmaları aynı kimyasal bileşime sahip çeliklerin
özelliklerinin çok farklı olmasına yol açabilir.
1.Karbonun Etkisi
Karbon, çeliğin yapısal ve mekanik özelliklerini en fazla etkileyen alaşım elementidir.
Karbonun, çeliğin mekanik özelliklerine etkisi Şekil 11'de görülmektedir. Şekilden görüldüğü
gibi karbon oranı arttıkça çeliğin sertlik ve mukavemeti artmakta, buna karşılık sünekliği
azalmaktadır. Bu durum, çelikteki sementit oranının artan karbon oranı ile artmasından
kaynaklanmaktadır. Karbonun, çeliğin genel özelliklerine etkileri ise aşağıdaki gibi
sıralanabilir.
a) Çeliğin ergime sıcaklığını ve ostenitin dönüşüm sıcaklığını düşürür.
b) Çeliğin sertliği ile akma ve çekme mukavemetlarını yükseltir, ancak kopma uzaması ile
kopma büzülmesini azaltır.
c) Çeliğe sertleşme yeteneği kazandırır.
d) Çeliğin ısıl geçirgenliğini ve özgül ağırlığını azaltır.
e) Çeliğin kaynak edilme kabiliyetini kısıtlar.
ġekil 11. Karbonun, çeliğin mekanik özelliklerine etkisini gösteren eğriler
2. Mangan
-demirde
oda
sıcaklığında
yaklaşık
%l0
mangan
çözünebilir;
yani
manganla
alaşımlandırılmış çeliklerde genellikle ayrı bir Fe-Mn fazı oluşmaz. Dolayısıyla mangan
miktarı metalografik yöntemlerle saptanamaz. Alaşımsız %1,6’ya kadar mangan içerebilir,
bunun üzerinde ise alaşımlandırılmış sayılırlar. Çeliğin bileşimindeki mangan, FeS bileşiği
olarak bulunan ve kızıl sıcaklıkta kırılmaya yol açan kükürdü zararsız MnS’e dönüştürür.
Böylece çeliğin sıcak şekillendirilebilme özelliği korunmuş olur. MnS haddeleme sırasında
hadde doğrultusunda uzar
ve sadece bu doğrultuya dik yönde tokluk özelliklerini belirgin olarak azaltır. Çelikte, MnS
oluşturmak için gerekli miktardan daha fazla mangan bulunursa, fazlalık mangan karbon ile
reaksiyona girerek mangan karbür (Mn3C) oluşturur. Mangan iyi bir oksijen alıcı (deoksidan)
olduğundan çelik dökümlerin kalitesini iyileştirir.
3. Silisyum
-demirinde oda sıcaklığında %14 silisyum çözünebildiği için ayrı bir Fe-Si fazı görülmez.
Silisyum, ferrit içerisinde çözünerek çeliğin sünekliğini fazla azaltmadan mukavemetini
artırır. Ayrıca, silisyum dioksit (SiO2) oluşturarak sıvı çeliğin oksijenini büyük ölçüde alır ve
böylece çeliğin kalitesini iyileştirir. Ancak silisyumla gerçekleştirilen oksit giderme
reaksiyonunun ürünleri yapıda kalabilir. Bunlar yuvarlak şekilli, çoğunlukla sert ve gevrek
silikatlar (örneğin FeO.SiO2) olup, haddeleme sırasında şekil değiştirmeyerek çizgisel
biçimde dizilirler. Alaşımsız çeliklerde %0,3’e kadar silisyum bulunabilir. Silisyum, dökme
demirlerde grafit yapıcı bir element olarak da kullanılır.
4. Fosfor
Fosfor demirle asalyer katı çözeltisi oluşturur. Diğeri kalay olmak üzere, tokluğu en çok
azaltan iki elementten biridir. Çelikte %0,6 fosfor bulunması halinde geçiş sıcaklığı 300°C'ye
kadar yükselir. Çeliklerdeki fosfor oranı genelde %0,04 değerinin altında tutulur. Düşük
oranlardaki fosfor ferrit içerisinde çözünerek, çeliğin mukavemet ve sertliğini bir miktar
artırırlar. Bazı çeliklerin kesme özelliklerini iyileştirmek için fosfor oranları %0,07 ile %0,12
orasında tutulur. Ancak, yüksek oranlardaki fosfor çeliklerin sünekliğini azalttığından soğuk
şekillendirme sırasında bu malzemelerin çatlamalarına veya kırılmalarına neden olabilir. Bu
olaya da "soğuk yırtılma" denilir.
5. Kükürt
Demir içinde kükürt çözünürlüğü yok denecek kadar az olduğundan, mikroyapıda
karakteristik demir sülfür (FeS) fazı ortaya çıkar. Demir ve demir sülfür bir ötektik oluştururlar. Bu ötektik yapının demir bileşeni birincil ayrışan -KÇ üzerine kristalleşir. FeS ise tane
sınırlarında toplanarak aşağıdaki olumsuz sonuçları yaratır:
* 800°C ve 1000°C arasındaki şekil verme sırasında kızıl sıcaklık kırılganlığı (demir
sülfürün şekil değiştirme kabiliyetinin, düşük olması tane sınırı kırılmasına yol açar),
* l200°C’nin üzerinde akkor sıcaklık kırılganlığı (FeS 1200°C’de eridiği için taneler
birbirinden ayrılır) .
1000°C ve 1200°C arasındaki sıcaklıklarda çelikler çoğunlukla kolay şekillendirilebilir. Bu
davranışın demir sülfürün -KÇ içinde (geçici olarak) çözünmesinden, yani tane sınırlarındaki
sürekliliğinin yok olmasından ileri geldiği sanılmaktadır. .
Yukarıda açıklanan olumsuz etkileri nedeniyle çeliklerde kükürt miktarı fosforda olduğu gibi
sınırlandırılır. Ancak miktarı çok düşük olsa dahi mikroyapıdaki kükürdün tehlikesiz bir
biçime dönüştürülmesi zorunludur. Bu amaçla katılan mangan kükürt ile ancak l600°C'de
eriyen MnS bileşiğini oluşturur. MnS eriyikten birincil olarak ayrıştığından tane sınırlarında
bulunmaz. MnS'ün büyük bir bölümü cürufta toplanırken, bir kısmı da MnS kalıntıları olarak
yapı içerisinde dağılır. Mangan oranının, kükürt oranının 2 ile 8 katı arasında olması tercih
edilir. Birçok kalıntıdan farklı olarak şekil değiştirebilir ve sıcak şekil verme sırasında
haddeleme doğrultusunda uzar. Otomat çelikleri ise %0,3'e kadar kükürt ve yeterli ölçüde
mangan içerirler. Mangan sülfürün düşük mukavemetından ötürü kısa kırılgan talaş elde
edilmesi işlemeyi kolaylaştırır. Böylece takımın aşınmasını önler. Ayrıca, kükürt çeliğin darbe
mukavemetını azaltır ve kaynak edilmesini zorlaştırır.
6. Azot
Azot çelik için genellikle çok zararlı katışkılardan biridir. Onbinde birler oranında bulunması
bile, akma sınırı ve çekme mukavemetını biraz yükseltirken, şekil değiştirme kabiliyeti ve
özellikle çentik darbe tokluğunu önemli oranda düşürür. Bu nedenle azot miktarının, önemsiz
yerlerde kullanılan Thomas çelikleri dışında, %0,01 sınırını aşmaması zorunludur.
Azot -demirde 590°C’de en çok %10-1, oda sıcaklığında ise %10-5 dolayında çözünür. Hızlı
soğutma sonucu yapıda zorunlu çözünmüş halde kalıp, sıcaklığa bağlı olarak belirli bir
sürenin geçmesiyle de iğne biçimli ve çok ince dağılmış demir nitrür (Fe4N) çökeltilerini
oluşturur. Hızlı soğutma yaĢlanması olarak adlandırılan ve benzer koşullarda ferritteki
karbon atomlarının kümelenmesiyle de ortaya çıkan bu olay çeliğin tokluğunu azaltır. Düşük
karbonlu çeliklerde öncelikle azotun yol açtığı bir diğer ve çok daha tehlikeli gevrekleşme,
Ģekil değiĢimi yaĢlanmasıdır. Olağanüstü bir tokluk düşüşüne neden olan söz konusu
yaşlanma, soğuma hızına bağlı olmaksızın sadece soğuk şekil değiştirmiş çeliklerde görülür.
Şekil değişimi sırasında dislokasyon yoğunluğu yaklaşık 106mm/mm3'den 109-10 mm/mm3'e
çıkar. Çelikte çözünmüş olan azot atomları özellikle dislokasyonların sık olduğu yerlere
yayınarak, bunların hareket edebilmelerini büyük ölçüde engellerler; yani malzeme
gevrekleşir. Ancak, soğuk şekil değiştirmiş çelik oda sıcaklığında bekletilirse tokluk düşüşü
çok uzun süre (haftalar, aylar, yıllar) sonra ortaya çıkar (doğal yaşlanma). Oysa daha yüksek
sıcaklıklarda (200°C-300°C) azot atomlarının yayınıp dislokasyonları kilitlemesi tavlama ile
eşzamanlı olarak gerçekleşir (yapay yaşlanma). Dolayısıyla hemen işlem sırasında süneklik
azalabileceğinden, çeliklere 200°C ile 300°C arasında şekil verilmemelidir. Bu sıcaklıklarda
çeliğin aldığı renk nedeniyle, sözü edilen olumsuz davranış mavi gevreklik diye anılır.
Tavlama sıcaklığının yeniden kristalleşmeyi sağlayacak, kadar yüksek olması halinde ise,
dislokasyon yoğunluğu soğuk şekil değiştirmeden önceki değerine iner ve azot atomlarının
dağılımı düzgünleşir.Böylece şekil değişimi yaşlanması görülmez. Ancak bu kez de tav
sonrası koşullarına bağlı olarak hızlı soğutma yaşlanması meydana gelebilir.
Çeliğin yaşlanmasını ortadan kaldıracak en kesin yöntem olarak, azotun tümüyle giderilmesi
teknik ve ekonomik nedenlerle gerçekleştirilemez. Bunun yerine azota afiniteleri demirden
daha yüksek olan, örneğin alüminyum, titanyum, niyobyum gibi elementlerin sıvı çeliğe
katılması, azotu zor çözünen nitrürler olarak bağlar. Bu şekilde azot katı çözeltiden dışarı
alınarak yaĢlanmaz (yaşlanmaya dayanıklı) çelik elde edilir (örneğin özel durgun çelikler).
7. Hidrojen
Hidrojen atom çapı en küçük olan elementtir. Hidrojen genel olarak her metal malzemeye
sadece atomsal olarak girebilir. Oda sıcaklığında demir içindeki yayınma hızı, karbonun
solidüs sıcaklığının hemen altındaki yayınma hızından daha büyüktür. İçyapıda gözlenemez,
varlığı etkileri ile anlaşılabilir .Azot gibi hidrojen de mukavemet değerlerini önemli oranda
yükseltmeden çeliği gevrekleştirir. Ancak hidrojen gevrekliği standart çekme veya çentik
vurma deneyleriyle saptanamaz. Bu amaca en uygun yöntemin çentikli parçalarda çok yavaş
zorlama ile yapılan çekme deneyi olması, hidrojene özgü gevrekleştirme mekanizması ile
açıklanabilir:
Demir içinde yayınan hidrojen atomlarının kafes kusurları veya diğer süreksizliklerde
(dislokasyonlar, tane sınırları, kalıntılar) moleküllere dönüşmesi önemli bir basınç artışı
doğurur. Molekülsel hidrojen yayınamaz. Oluştuğu yerde (cüruf, gözenek) yüksek basınç
altında kalarak, küçük bir bölgede üç eksenli gerilme durumu yaratır. Dolayısıyla çelik
gevrekleşir ve ayrılma mukavemetı aşılınca çatlaklar meydana gelir.
Sıvı çeliğin gazını alma, parçaları 200°C-300°C arasında yavaş soğutma veya hidrojenin
dışarı yayınmasını sağlamak üzere, bu sıcaklıklarda yeterli süre bekletme gibi yöntemlerle
hidrojen gevrekleşmesi önlenebilir. Ancak dekapaj kabartısı v.b. hasarlar sonradan
giderilemeyeceği için, böyle hallerde baştan önlem alınması gerekir (örneğin asit banyosuna
inhibitör katılması) .
8. Oksijen
Oksijen demirde hemen hemen hiç çözünmez; ancak azot ve hidrojene benzer şekilde çok az
miktarda bulunması dahi belirgin bir gevrekleşmeye neden olur. Özellikle düşük karbonlu
(dolayısıyla oksijen miktarı yüksek) çeliklerde mikroyapı bileşeni olarak wüstit adı verilen
demir oksite (FeO) sıkça rastlanır. FeS gibi FeO da çeliği kızıl sıcaklıkta kırılgan yapar.
930°C sıcaklıkta eriyen FeO-FeS ötektiği nedeniyle bu etki kükürt miktarı ile artar.
Oksit giderme işlemi ile çelikteki oksijenin büyük bir kısmı alınır. Reaksiyon ürünleri olan
SiO2 ile Al2O3 sert ve çoğunlukla küresel parçacıklardır. Bunlardan cürufa geçmemiş olanlar,
haddeleme sırasında kırılıp çizgisel biçimde dizilerek, daha sonraki şekillendirme işlemlerini
güçleştirebilirler.
9. Metal Olmayan Kalıntılar
Çeliğin bünyesinde bulunan kalıntıların dağılımı, şekil değiştirme ve kırılma davranışı ile
mukavemet özelliklerini büyük ölçüde etkiler.
Kalıntılar oksit, sülfür veya silikat türünden olabilirler. Ancak bunlar MnO, MnS, SiO2 gibi
basit kimyasal maddeler halinde kalmayıp, genellikle karmaşık bileşik veya ötektikler
oluşturduklarından, bileşimlerinin belirlenmesi oldukça güç ve zaman alıcıdır. Dolayısıyla
çoğu kez kalıntıların miktar ve dağılımlarının bulunması ile yetinilir. Kalıntıların kaba bir
ayırımla gevrek olanları yuvarlak ve köşeli, sünek olanları ise uzun biçimdedir. Zorlamalar
sırasında çevrelerinde gerilme ve şekil değişimi yığılmaları oluşur. Sıcak şekil vermede
yassılaşan MnS dışında diğer bütün kalıntılar değişik ölçüde de olsa sert ve kırılgandır.
Yüksek çekme mukavemetli malzemelerde daha büyük oranda tokluğu azaltır, şekil değişimi
ile mukavemet özelliklerinde belirgin bir anizotropi (yöne bağımlılık) yaratırlar.
ALAġIM ELEMENTLERĠNĠN SINIFLANDIRILMASI
Elementlerin çeliğin mikroyapısında tek elementli faz, katı çözelti veya ara bileşik durumunda
bulunması malzeme özelliklerini çok farklı şekilde etkiler. Teknikteki demir esaslı
alaşımlarda tek elementli fazlar sadece kurşun ve bakırdan kaynaklanabilir. Bu fazların
yaratabileceği olumlu etkiler sınırlı olduğundan, her iki metal de alaşım elementleri arasında
önemli yer işgal etmezler. Buna karşın aşağıda belirtilen elementler, katı çözelti veya ara
bileşik meydana getirerek geniş ölçüde özellik değişimlerine yol açabildikleri için, çeliklerin
alaşımlandırılmasında büyük ağırlık taşırlar.
Alaşım elementlerinin demirle katı çözelti oluşturması, atom çaplarının oranı ile kristal
yapılarına bağlıdır.
Cr-AI- Ti- Ta-Si-Mo- V-W
(Hatırlamak için: "Craltitasimovw")
öncelikle -demirinde çözünürlüklerinden ferrit yapıcılar,
Ni-C-Co-Mn-N
(Hatırlamak için: "Niccoman")
ise benzer nedenle ostenit yapıcılar olarak adlandırılır. Ara bileşikler en az iki alaşım
elementinin atomları arasında çok büyük çekme kuvvetlerinin bulunması sonucu ortaya
çıkarlar. Bileşenlerinden farklı ve karmaşık bir kristal yapıya sahip olup, genellikle çok sert ve
gevrektirler. Çeliklerde teknik açıdan en önemli ara bileşikler karbür ve nitrürler ile hem
karbon hem de azot içeren karbo-nitrürlerdir.
Belli başlı karbür yapıcıların bu eğilimleri aşağıdaki sıraya göre artar:
Mn-Cr-Mo- W - Ta- V - Nb- Ti
Genelde zayıf karbür yapıcılar (mangan, krom) Fe3C'de çözünerek karışık karbürler, örneğin
(Fe,Cr)3C, (Fe,Mn)3C; kuvvetli karbür yapıcılar (titanyum, vanadyum) ise kristal yapıları
Fe3C' den farklı olan Mo2C, TiC, VC gibi özel karbürler oluştururlar.
En önemli nitrür yapıcılarda
Al-Cr-Zr-Nb-Ti- V
elementlerdir.
Mekanik özelliklerin Etkilenmesi
Alaşım elementlerinin mekanik özelliklere etkisi üç ayrı açıdan ele alınabilir:
a- Katı çözelti durumu: Alaşımsız ferritin sertliği, belli başlı alaşım elementlerinin normal
miktarlarda (% 1-2) katılması ile önemli bir yükselme göstermez (Şekil 12). Öte yandan
krom-nikel çeliklerinde korozyona, ostenitik mangan çeliğinde darbeli aşınmaya dayanıklılık
gibi bazı özelliklere ulaşılabilmesi katı çözelti oluşumuyla ilişkilidir.
ġekil 12. çeşitli alaşım elemetlerinin -demirin sertliğine etkisi
b- Ara bileĢik durumu: Teknikte özel karbürlerden en başta takım çeliklerinde yararlanılır.
Uygun ısıl işlemler yardımıyla ana kütle (matris) içinde ince dağılmış şekilde elde edilen
karbürler, çeliğin işletme koşulları altında davranışını iyileştirir.
Karbon konsantrasyonu ve ısıl işlem, karbür oluşumunu etkileyerek, geriye kalan ana kütlenin
alaşım elementi miktarını belirlerler. Karışık karbürler ile özel karbürlerin Fe3C'den pek fazla
sert olmaması ve ferrit sertliğinin alaşımlamayla büyük ölçüde değişmemesi nedenleriyle,
normalleştirilmiş durumda karbür dağılımı ve miktarı benzer olduğu sürece, alaşımlı ve
alaşımsız çeliklerin oda sıcaklığındaki mukavemetlarının yaklaşık aynı düzeyde bulunması
gerekir. Buna karşın öncelikle özel karbürlerin kimyasal ve ısıl kararlılıklarından ötürü,
yüksek sıcaklıklardaki sertlik ile akma, sürünme ve aşınma mukavemetları alaşırnlı çeliklerde
belirgin olarak üstündür. Ostenitte zor çözünen karbürler bir yandan aşırı ısınmaya duyarlığı
azaltırken, öte yandan suverme sıcaklığının yükselmesine yol açarlar.
Sert nitrürlerden (1200 HV'ye kadar) teknikte örneğin nitrürleme ile yüzey sertleştirmesinde
yararlanılır. Yüksek mukavemetlı ince taneli yapı çeliklerinde karbonitrür çökeltileri, çok ince
taneli bir dönüşüm mikroyapısı oluşturarak yüksek tokluk yanında önemli akma sınırı artışı
sağlarlar.
c- SertleĢme derinliği: Alaşım elementleri karbonun - ve -demiri içindeki yayınma hızını
düşürürler. Böylece beynit meydana gelmesi veya kritik soğuma hızının azalmasıyla sertleşme
derinliğinin artması suverilmiş parçaların mekanik davranışını iyileştirir. Bu nedenle mekanik
özellikleri ağır bastığı sürece, alaşımlı çeliklerin alaşımsızlardan farklı olarak hemen her
zaman sertleştirme ısıl işlemi görmeleri gerekir.
Demir Karbon Diyagramında Faz Alanlarının Etkilenmesi
Alaşım elementi miktarı sabit tutularak elde edilen "alaşım parametreli" Demir-Karbon
diyagramında faz alanları sınırlarında kayma görülür. Şekil 14 bu değişimlerin bazı
karakteristik noktalar için nasıl olabileceğini belirtmektedir.
(a)
(b)
ġekil 14. Alaşım elementlerinden dolayı DKD deki (a) bazı karakteristik noktaların
konumlarının değişimi (b) S ve E noktalarının ötelenmesi
Kobalt dışında bütün elemetlerin S ve E noktalarını daima sola, yani daha küçük karbon
derişikliklerine ötelemesi sonucu:
- Islah Çeliklerinde ostenitleme sıcaklığı düşer; sertleştirilmiş mikroyapıda yumuşak ferrit
tanelerinin bulunma tehlikesi azalmış olur.
- Çelik bölgesinde (C<%2) oluşabilen ve içerdiği alaşım elementi karbürlerinin etkisiyle
ergime noktası yükselen ledeburit, beyaz dökme demirdekinden farklı olarak' dövülebilirlik
özelliğini ortadan kaldırmaz. Dolayısıyla ledeburitik çelikler diye adlandırılan bu tür
malzemeler, üstün aşınma mukavemetlarından (karbürler) ötürü öncelikle takım üretiminde
kullanılırlar.
Ostenit yapıcılar A3-noktasını düşürür, A4-noktasını yükseltirler. Böylece ostenitin kararlı
olduğu alan, genişleyerek belirli bir alaşım oranından sonra oda sıcaklığına ulaşır. Bu durumu
yansıtan ostenitik çeliklerin, örneğin korozyona dayanıklılık açısından teknik önemleri çok
fazladır. Anılan malzemelerde dönüşüm söz konusu olmadığından normalleştirme tavı ve
sertleştirme yapılamaz. Öte yandan ferrit yapıcılar A3-noktasını yükseltir, A4-noktasını
düşürürler. Ostenit alanı daralır; dolayısıyla belirli bir alaşım oranından sonra ergime
sıcaklığına kadar ferrit kararlı kalır. Sonuçta dönüşüm göstermeyen, korozyona dayanıklı
ferritik çelikler ortaya çıkar. Bu çeliklerde de normalleştirme ve sertleştirme yapılamaz.
Demirle çeşitli elementlerin iki bileşenli faz diyagrarnlarını şematik olarak veren Şekil 15'den
görüldüğü gibi bazı elementlerin yüksek derişikliklerde - veya - katı çözelti alanlarını açması (a ve c), ostenitik veya ferritik çeliklerin temelini oluşturur. Diğer b ve d örnekleri ise
demirde sınırlı çözünen elementlerle ilgilidir.
ġekil 14. Demirle çeşitli elementlerin iki bileşenli faz diyagramı (şematik)
ÇELĠK STANDARTLARI
1) Çeliklerle ilgili Türk standardının hazırlanıĢında DIN Alman standartları esas
alınmıĢtır. DIN (Deutsch Institute for Norming).
DIN 17006'ya göre çelik işaretlerinin sistematiği ile içerdikleri harf ve rakamların hangi
özellikleri belirttiği Tablo 3’de toplu olarak verilmiştir. İşaretin "özü" dışında kalan bölümleri,
çeliğin tanımlanması için ancak çok gerekli oldukları zaman eklenirler. İşaret temelde.
- çekme mukavemetına göre,
- kimyasal bileşime göre veya
- herhangi bir nicelik belirtmeksizin oluşturulabilir.
Tablo 1. DIN 17006 ile belirlenen çelik işaretlerinin sistematiği
1. Çekme Dayanımını Temel Alan ĠĢaretler
Sadece alaşımsız çelikler ve bunlardan da dayanım yükseltici herhangi bir ısıl ışlem
görmeyecek olanlar için kullanılırlar. İşaretin özü: St (=Stahl/çelik) ve çekme dayanımı sayısı
(ürün kalınlığına göre belirli ölçüde değişmesine müsaade edilen minimum çekme dayanımı,
kgf/mm2 olarak).
Örnekler: Genel yapı Çelikleri (DIN 17100)
-M R St 37-2
Durgun SİEMENS-MARTİN çeliği, en az çekme dayanımı kalite grubu 2
-Yüksek Sıcaklığa Dayanıklı ÇelikIerden Dikişsiz Borular (DIN 17175) St 35.8
En az çekme dayanımı 35 kgf/mm2 olan, yüksek sıcaklıkta dayanım özellikleri garanti edilmiş
çelik
-St 70 (DIN)
-Ç 70 (TS)
-Fe 70 (ISO, International standartition organization)
*Çekme dayanımına göre; min. çekme dayanımı (kg/mm2) esas alınarak gösterilir.
2. Çeliğin Kimyasal Analizine göre Kısa ĠĢaretler
a) Karbon çelikleri:
Çoğunlukla ısıl işlem görmesi ve karbon derişikliğinin belirli sınırlar arasında bulunması
gerekenler aşağıdaki şekilde gösterilirler.
“C” ön harfi ile tanımlanır. C harfinde sonra gelen sayı, ortalama yüzde karbon miktarının yüz
katını gösterir (%C x 100). Ayrıca diğer özellikler C harfinden sonra k, m, q ve f harfleri
konularak tanımlanır. Karbon çeliklerinde doğal olarak bulunan katkı elementlerinin kabul
edilebilir %max. Miktarları aşağıda verilmiştir.
b) DüĢük alaĢımlı çelik:
Alaşım elementlerinin toplam miktarı ≤ %5. Bu çeliklerin kısa işaretindeki ilk rakam ortalama
%C x100’dür. Bu sayıdan sonra, alaşım elementlerinin sembolleri ve daha sonraki sayı alaşım
elementlerinin % ağırlık olarak miktarlarını tanımlar. Alaşım elementlerinin yüzde ağırlık
miktarları belirtilirken elemente bağlı çarpanlar kullanılır.
Herhangi bir düşük alaşımlı çeliğin kısa işaretinden, içerdiği alaşım elementinin % ağırlığını
kabaca hesaplayabilmek için yukarıda ki tabloda verilen ilgili çarpana bölmek gereklidir.
c) Yüksek alaĢımlı çelik:
Alaşım elementlerinin toplam ağırlığı > %5. Yüksek alaşımı belirtmek için ifadenin başına X
harfi konulur. Daha sonraki harf %C miktarını verir. Daha sonraki alaşım elementleri ve
takiben sayılarla bunların % ağırlık olarak miktarları verilir. Burada tüm alaşım
elementlerinin çarpanları 1 olarak kabul edilir.
3. Döküm Malzemeler
İşaret bir harf grubu ile başlar:
GS-
: dökme çelik
(DÇ)
GG-
: kır dökme demir, genel (DDG)
GGL-
: lamel grafitli dökme demir (DDL)
GGG-
: küresel grafitli dökme demir (DDK)
GT-
: temper dökme demir, genel (DDT)
GTS-
: siyah temper dökme demir (DDTS)
GTW-
: beyaz temper dökme demir (DDTB)
Harf grubunu aşağıdaki bölümlerden biri izleyebilir:
- En az çekme dayanımı (kgf/mm2 olarak), örneğin GS-38.
- Isıl işlem uygulanacak dökme çeliklerde, çekme dayanımının yerine C sembolüyle birlikte C
kompozisyon sayısı ,örneğin GS-C25 ( % O ,25 C) ,
- Alaşımlı dökme çeliklerde benzer şekilde, örneğin GS-17CrMoV511.
3. Malzemelerin Numaralarla GösteriliĢi (DIN 17007)
Malzemelerin numaralarla gösterilmesi bilgi işlem acısından kolaylık sağlar. Ancak başlıca
özelliklerinin standarda başvurmadan hatırlanması güçleşir.
Malzeme numaraları yedi basamaklı olup aşağıdaki bölümlerden oluşurlar:
2) SAE/AISI – AMERĠKAN STANDARTLARI:
SAE (Society of Automotive Engineers)
AISI (American Iron and Steel Institude)
Bu sistemlerde malzemenin kısa işareti 4 ve 5 haneli sayı sistemi kullanılır. (5 haneli sayı
sistemi % karbon miktarı 1’in üzerinde olduğu zaman kullanılır.
1 XXX
C çeliği
2 XXX
Ni çeliği
3 XXX
Ni-Cr çeliği
4 XXX
Mo çeliği
5 XXX
Cr çeliği
6 XXX
Cr-V çeliği
7 XXX
W-Cr-V çeliği
8 XXX
Ni-Cr-Mo çeliği
9 XXX
Si-Cr çeliği
Öerneğin: SAE 3130 Ni-Cr çeliği (%1Ni, %0,3C)
1060 C çeliği (%0,6C)
3) BS - Ġngiliz Standartları
BS:British Standards
BS standartlarında, çeliklerin kısa işaretleri kimyasal analizlere göre 6 haneli sayı ve sembol
sistemi kullanılarak verilir.
Çelik türü ana grupları ve çeliğin özelliğini belirten harflerin tanımları aşağıdaki tablolardan
açıklanmıştır.
Örnekler:
080 M 50
-Karbon çeliği
-080 ortalama %Mn100
-50 ortalama %C100
-M harfi standartda belirtilen çekme dayanımı, akma dayanımı, yüzde uzama, yüzde alan
daralması değerlerine uyulduğunu garanti eder.
608 H 37
-Alaşımlı çelik
-37 ortalama %C100
-H harfi standardta belirtilen sertleşebilme eğrisine uygunluğunu garanti eder.