makale
DİRENÇ NOKTA KAYNAK ELEKTRODU OMRUNUN
DENEYSEL ANALİZİ
Selahaddin ANIK ', Ahmet OĞUR "
Murat VURAL", Salim ARSLANLAR
Haldun TURAN *""•
GİRİŞ
O
tomotiv sanayi, gelişen teknolojiyi yakından takip eden ve
her türlü gelişmeyi bünyesine adapte edebilme kolaylığına
sahip bir endüstridir. Bir otomobilin üretilebilmesinde binlerce
parça kullanılmakta ve yüzlerce farklı tipte işlem gerçekleştirilmektedir.
Bu işlemlerden belki de en önemlisi, araç kalitesini % 40 oranında
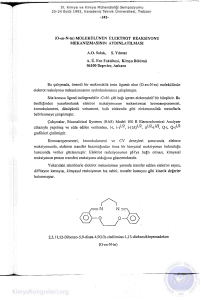
Bu çalışmada otomotiv sanayinde yaygın olarak
kullanılan direnç nokta kaynağında kullanılan elektmtiann
etkileyen, aracın gövdesinin ortaya çıkarıldığı kaynak işlemleridir.
Bir otomobil fabrikasının kaynak atelyesinde gövdenin imali için
ömrünün deneysel analizi amaçlanmıştır. Bunun için
kullanılan belli başlı kaynak yöntemleri, direnç nokta kaynağı, direnç
elektrod ucundaki deformasyonun kaynak çekirdek
dikiş kaynağı, M A G kaynağı, saplama kaynağı ve yumuşak
çapını ne şekilde etkilediğinin tesbiti amacıyla, yaygın
lehimlemedir.
kullanılan bir elektrod malzemesi ve fabrika ortamında
alüminyum saçlar üzerinde bir seri deney yapılmış;
Üst Elektrod
elektrot uç formunun değişimi gözlenmiş ve bu değişimin
nokta
kaynağının
karakteristiklerine
etkileri
değerlendirilerek grafikler halinde sunulmuştur.
Anahtar sözcükler : Direnç nokta kaynağı, alüminyum
kaynağı, elektrod ömrü,
This study is done to determine the life of the electrodes
Çekirdek
used in resistance spot welding in melding of aluminiumbased materials. Forthis purpose CuCrZrtype electrode,
"Alt Elektrod
a widely used resistance spot welding electrode for alu­
minium materials, is selected and a series of experiments
were done to analyse the life of the electrode. The elec­
Şekil 1. Direnç Nokta Kaynağı
trode dimensions were measured, and the tensile-shear
tests were applied to the specimens to obtain the effect
of the electrode wear to the tensile-shear forces of the
spot welded specimens. The results were plotted and
discussed.
Bu kaynak yöntemleri arasında, aracın ortaya çıkmasında ağırlıklı
rol, direnç nokta kaynağına aittir. İmalatta genellikle direnç nokta
kaynağı
elektrodları gözle muayene edilmekte ve tecrübeye dayalı
Keywords : Resistance spot welding, aluminium weld­
olarak belirlenen aralıklarla tıraşlanmaktadır. Elektrod uçlarının
ing, electrode life
deformasyonunun kaynak kalitesine etkisinin sistematik bir şekilde
incelenmesi prosese katkıda bulunma bu çalışmama yapılma amacıdır.
Elektrodlardaki deformasyonun kaynak kalitesine etkisinin analiz
edilebilmesi amacıyla gerçekleştirilen deneylerin imalat şardarını
Prof Dr, İTÜ Makına Fakültesi
Prof Dr.SAÛ Mühendislik Fakültesi Makına Muh Böl
Doç Dr, İTU Makına Fakültesi
Yrd Doç Dr, SAU Meslek Yük Okulu Teknik Eğ. Fak
Otokar Otobüs Karosen Sanayi A Ş Kalite Binmı
yansıtabilmesi için, kullanılan malzemeler Otokar Otobüs Karoseri
Sanayi A.Ş.'de imalatta kullanılan malzemelerden seçilmiş ve deneyler,
imalatta yoğun şekilde kullanılan bir kaynak makinasında
gerçekleştirilmiştir.
Mühendis ve Makına - Cilt 43 Sayı 513
28
DENEYSEL ÇALIŞMALAR
makale
Deneylerde kullanılan esas metalin mekanik ve
kimyasal özellikleri Tablo l'de verilmiştir. Esas metalin
Kullanılan Malzemeler
kalınlığı 1 mm'dir.
Deneylerde seçilen bir elektrod başlığı ile 10000 nokta
kaynağı yapılarak, nokta sayısına bağlı olarak elektrotda
Tablo 1. Esas Metalin Mekanik ve Kimyasal Özellikleri
boyutsal değişikliklerin kaynak çekirdek çapına ve
dolayısıyla dikiş kalitesine etkileri analiz edilmiştir.
Deneylerde Le bronze industrial tarafından üretilen
CRM 16X kod nolu C u C r Z r tip Bakır-KromZirkonyum alaşımlı elektrodlar kullanılmıştır. D İ N
44759 Class 2'ye dahil bu elektrod, özellikle seri
imalatta kullanılmak üzere geliştirilmiş ve otomotiv
sanayinde yaygın bir şekilde kullanılmaktadır. Kimyasal
birleşimleri Cr % 0,4, Zr %0,03, Cu % 99,57
şeklindedir. Elektrodun şekli ve görüntüsü Şekil 2 ve
3'de verilmiştir.
Kaynak parametreleri
Deneylerde 2500 N elektrot kuvveti, 30 KA'lık
kaynak akımı, 7 periyod'luk kaynak süresi, 10'ar
periyod'luk sıkıştırma ve tutma süreleri uygulanmıştır.
Deneyler 180 KVA'lık sabit kaynak makinasında
yapılmıştır. Elektrot kuvveti, analizör yardımıyla,
makinanın basınç valfleri kullanılarak ayarlanmıştır.
Ölçümde Avil marka Presstotest model, B010000 tipi
kuvvet analizörü kullanılmıştır (Şekil 4). Kaynak
akımının değeri ölçümünde LUTRON marka DM-6057
model kaynak test cihazı kullanılmıştır. Akım
şöntlenmesinin engellenmesi, uygun soğutmanın
sağlanması ve imalat hızlarına yakın olması amacıyla
deneyler 20 adet/dakika'lık hızla gerçekleştirilmiştir.
10000 adet nokta kaynağının düzgün biçimde
yapılabilmesi için kaynaklar 25x25 mm'lik kare şeklinde
çizilmiş saç plakalar üzerine uygulanmıştır.
Şekil 2. Deneylerde Kullanılan Elektrod Başlığı Boyutlar
Her 245 ila 250'nci numunelere çekme deneyi
uygulanmıştır. Elektrot deformasyonunun tesbiti için
Şekil 4'te verilen boyudar temel alınmıştır. Elde edilen
nokta kaynaklı numunelerde elektrot dalma derinlikleri
ve kaynak çekirdeğinin çapları da ölçülerek grafik halinde
gösterilmiştir.
DENEY SONUÇLARI
Şekil 5'de üst ve alt elektrot başlıklarının boylarının
nokta sayısıyla değişimi, Şekil 6'da ise elektrot
başlıklanndaki mantarlaşmanın nokta sayısı ile değişimi,
Şekil 7'de üst ve alt elektrot başlığı uç çaplarının nokta
sayısıyla değişimi ; Şekil 8'de, numunelerdeki toplam
çökme miktarı değişimi; Şekil 9'da ortalama düğme
çapının nokta sayısıyla değişimi; Şekil 10'da ise,
numunelerin ortalama çekme-makaslama dayanımlarının
nokta sayısıyla değişimi verilmiştir.
Mühendis ve Makına • Cilt 43 Sayı 513
29
makale
Şekil 4.250 Kaynak Boyunca Akımın Nokta Sayısıyla Değişimi
Şekil 6 Elektrot Başhklarmdakı Mantarlaşmanın Nokta Sayısı ile
Değişimi
Şekil S. Usl ve Alt elektrot başlıklarının Boylarının Nokta Sayısıyla
Değişimi
Şekil 7. Ust ve alt Elektrot Başlığı Uç Çaplarının Nokta Sayısıyla
Değişimi
SONUÇLAR ve TARTIŞMA
Deneyler boyunca ust ve alt elektrot başlıklarının boy
ve çapındaki değişim, kaynak yapılan sacların yüzeyindeki
çökme miktarı, düğme çapı ve çekme-makaslama
dayanımları ölçülerek grafiksel olarak bu değerlerin artan
nokta sayısıyla değişimleri sunulmuştur
30
Mühendis ve Makına
Cilt 43 Saı^ 513
makale
de parça yüzeyinin ısınmasının ve de formasyonunun
kolaylaşmasının yanı sıra, elektrot uç yüzeyinin
kenarlarında deformasyon miktarının ve ortasında
soğutma suyunun etkisinin daha fazla olmasından dolayı,
elektrot ucunda ikinci bir yüzey oluşmaktadır.
Çekme makaslama dayanımlarının nokta kaynağı
sayısıyla değişimleri incelendiğinde, numunelerin
dayanımlarının 10000 kaynak sonunda ilk değerden daha
düşük olmadığı görülmüştür. Bu sonuç, düğme çapındaki
artışla birlikte değerlendirildiğinde elektrot yüzeyi
büyürken düğme çapının da büyüdüğü ancak çekme
makaslama dayanımında aynı oranda bir araş olmadığı
görülmektedir. Ulaşılan sonuç, elde edilen kaynaklann
yüksek mukavemetli ve güvenilir olduğu anlamına
gelmemektedir. Bunun nedeni, elde edilen diğer
değerlerin ve numune kaynakların görüntülerinin, bu
değerlerin kritik olabileceğini, dolayısıyla 10000 noktadan
sonraki herhangi bir kaynağın özellikle yüzey kalitesi
bakımından tatmin edici olmayacağını göstermektedir.
Çekme makaslama deneyi sonucunda kopma olayı, nokta
Şekil 9. Ortalama Düğme Çapının Nokta Sayısıyla Değişimi
kaynağı civarındaki saçta yırtılma şeklinde meydana
gelmiştir. Bunun nedeni, sac yüzeyindeki elektrot çökme
bölgesinde, saçtaki incelme sonucu çekme dayanımının
düşmesi ve bu bölgeye oranla nokta kaynağı dayanımının
daha yüksek olmasıdır.
Yukandaki açıklamalar ışığında, 4000-4500 noktadan
sonra elektrodarın üraşlanması gerektiği veya elektrot
ucunun büyümesine göre akımın arttıran step programı
çalıştırılıp akımı kontrollü olarak kademe kademe
yükseltilmesi gerektiği sonucuna ulaşılmıştır.
KAYNAKÇA
Şekil 10. Numunelerin Ortalama Çekme Makaslama Dayanımlarının
Nokta Sayısıyla Değişimi
1. Anık, S. Vural, M., "1000 Soruda Kaynak Teknolojisi El
Üst ve alt elektrot başlıklarının boylan, yaklaşık olarak
Kitabı", 3.Baskı, Birsen Yayınevi, İstanbul, 2000, s. 186-209
4000 nokta kaynağa kadar hızlı, bu değerden sonra ise
2. Vural, M., "Elektrik Direnç Kaynağı Seminer Notlan", 1998.
yavaş bir şekilde azalma göstermiştir. Elektrot
3. N, N. "Resistance Spot Welding", Nippert Dawson Ltd.,
başlıklarının mantarlaşma miktarları da büyük bir
İngiltere, 1997
yaklaşıklıkla aynı sonucu vermiştir. Bunun nedeni,
4. Defourney, J., Leroy, V, "Compared Possibilities and Limi­
elektrot uç yüzeyindeki ısınmanın, daha kolay plastik
tations of Resistance Spot Welding Joints in Coated Steel
şekil değiştirmeyi mümkün hale getirmesidir.
Sheets", DVS Berichte Band 124, 1989, s.26-31
Nokta kaynakları boyunca, işlem gereği elektrodun
parçaya hızlı yaklaşması ve basınç uıygulaması hemen
ardından akımın geçmesi nedeniyle, hem elektrot hem
Muhf ndıs ve Makınd - Cilt 43 Sayı 513
5. N, N. "Spot Welding Da.tal", Martin Electric Ltd., ingiltere,
1990
6. Otokar Test Raporları, Adapazarı, 2000
31
makale
TOZ METAL (T/M) PARÇALARIN ELEKTRON IŞIN
KAYNAĞI İLE BİRLEŞTİRİLMESİ
Remzi VAROL, R. Fatih TUNAY,
Kenan TÜFEKÇİ '
GİRİŞ
T
oz
metalürjisi yöntemiyle üretilen parçalar genellikle ilave
işlemlere gerek duyulmaksızın kullanıma sunulurlar. Ancak
gerektiği durumlarda talaşlı işlem ve kaynaklı birleştirme
işlemleri uygulanmalıdır. Bundan dolayı son yıllarda T/M parçaların
Bu çalışmada Demir esaslı ve Bronz T/M parçaların
elektron ışın toynak yöntemi uygulanarak kaynaklanması
incelenmiştir. Kaynak işleminde Demir esaslı malzemeler
farklı işlem şardarında talaşlı işlenebilirliği ve kaynak kabiliyetinin
araştırılmasına ağırlık verilmektedir.
kendi aralarında ve Bronz malzemeler kendi aralarında,
T/M parçaların kaynak kabiliyetini etkileyen faktörler üretim
bronz ve demir esaslı malzemelerin kaynaklanması
yönteminin kendi karakteristiklerine yakından bağlıdır. T / M
kaynak parametreleri değiştirilerek kaynak yapılması
parçaların kaynak kabiliyetini etkileyen en önemli karakteristik
denenmiştir. Kaynak bölgesinin metalografik incelemeleri
hatalar
gözeneklerin varlığıdır [1-3]. Gözenek miktarı ve gözenek dağılımı
incelenmiştir. Bronz ve demir esaslı malzemeden
mekanik özelliklerin yanı sıra ısıl iletkenlik [4], ısıl genleşme ve
numunelerin birbirleriyle kaynaklanmasında büyük
sertleşebilirlik özellikleri üzerinde de etkili olmaktadır. Kaynak
yapılarak
kaynak
bölgesinde
oluşan
problemler ortaya çıkmıştır. Aynı ans T/M malzemeden
numunelerin kaynaklanmasında daha iyi sonuçlar
alınmıştır.
işleminde ısıl özellikler kaynak dikişi, ITAB, kaynak banyosunun
büyüklüğü, kaynak parametrelerinin değişmesine neden olmaktadır.
Bu tür parçaların ısıl iletkenliklerinin tam yoğun malzemelere göre
Anahtar sözcükler: Elektron ışın kaynağı, bronz, Fe
daha düşük olması kaynak bölgesinde ısı yığılmasına neden olacaktır.
esaslı TİM malzeme
Kaynak esnasında bölgesel ergime ile gözeneklilik azalır. Bu durum
ITAB bölgesinde çatlak ihtimalini artıracaktır. Gözenek oranının
In this study, welding characteristics of Fe based and
kaynak bölgesi, ITAB ve ana metalde farklılık göstermesi
bronze P/M specimens using electron beam welding
sertleşebilirlik farkının oluşmasına ve ITAB' da çatlak meylinin
were investigated. During welding processes Fe based
artmasına neden olur [1].
specimens were welded with each other and bronze
specimens were also welded with each other. Further­
more one piece of Fe based specimen and one Bronze
T/M PARÇALARIN KAYNAK YÖNTEMLERİ
specimen were welded with each other. Welding param­
eters were changed. Metallography of welding zone was
studied. Thus welding detects were determined. As
bronze and Fe based materials were welded some big
T/M yöntemiyle üretilen parçalara değişik kaynak yöntemleri
uygulanarak kaynak edilebilirlikleri araştırılmaktadır. Kaynak
problems were observed. However, it was not observed
yönteminin seçiminde izafi yoğunluk, malzeme cinsi, parça büyüklüğü
as big problem as bronze-Fe based specimens when
gibi parametreler göz önüne alınmaktadır. Demir esaslı malzemelerde
specimens produced from the same PM materials were
%85 'ten daha yüksek izafi yoğunluklarda ergime esaslı kaynak
welded with each other.
yöntemleri uygulanmaktadırfl]. Laser kaynağı, difüzyon kaynağı, TIG,
Keywords : Electron beam welding, bronze, Fe based
MAG, elektrik direnç kaynağı, örtülü elektrodlä kaynak gibi yöntemler
P/M material
kullanılarak T / M parçaların kaynaklanabilme kabiliyeti üzerine
araştırmalar yapılagelmektedir. [1-3]. Ergitme kaynaklarının
yöntemlerinin kullanılması durumunda gözenekli yapı büyük zorluklar
Süleyman Demırel Üniversitesi MOhendıslık-Mımarlık
Fakültesi MakınaMuhendıslığı Bölümü,
oluşturmaktadır. Kaynak işlemi esnasında sinterlenmiş metalin ergime
bölgesinde gözeneklerin tamamen ortadan kalkması kaynak dikişinde
Mühendis ve Makma - Cilt 43 Sayı 513
32
makale
büyük boşlukların oluşma riskini artmaktadır. Özellikle
kullanılmıştır. I. Gurup malzeme demir esaslı malzeme
iki T/M parçanın kaynaklanmasında bu risk daha önemli
ve II. gurup malzeme Bronz malzemedir. I. ve II: gurup
duruma gelmektedir. Bu durumda, ortadan kalkan
T/M malzemelerin kimyasal kompozisyonları Tablo l'de
gözeneklerin oluşturduğu hacimsel boşluk oluşumunu
verilmektedir.
engellemek için özel dolgu malzemesinin kullanımı
gerekmektedir[2].
ELEKTRON IŞIN KAYNAĞI
Elektron ışın kaynağı (EIK)
yoğunlaştırılmış ve
yönlendirilmiş elektron demetinin sahip olduğu enerjinin
Tablo 1. Deneylerde Kullanılan
Kompozisyonları
Malzeme Grubu
I. Gurup malzeme
II. Gurup malzeme
Malzemelerin
Kimyasal
Kimyasal Kompozisyon
%90 Cu + %10 Sn
%0,5 C + % kalanı Fe
Kaynak Numunelerinin Özellikleri
metallerin ergitilerek kaynak edilmesini sağlayan bir
Her iki malzeme gurubu %85 izafi yoğunluğa tek
işlemdir. Elektron demetinin sahip olduğu kinetik
etkili preste sıkıştırılmışlardır. I. Gurup numuneler
enerjinin kaynak yapılacak parçaların küçük bir
820°C
bölgesinde yoğunlaştığı için, kaynak bölgesinde enerji
atmosferinde sinterlenmişlerdir. II gurup numuneler
yoğunluğu 108 W/cm 2 değerine erişebilmektedir. Bu
1120°C sıcaklıkta 30 dakika süreyle azot gazı
yöntemde kaynak işlemi yüksek vakum, düşük vakum
atmosferinde sinterlenmişlerdir.
ve vakumsuz ortamda yapılmaktadır.
sıcaklıkta 30
dakika süreyle azot gazı
Numunelerin şekil ve boyudan Şekil 1 'de verilmiştir.
Elektron ışın kaynağı ile kaynak yapılacak parçalar
Kaynak numuneleri burç malzemesi olarak kullanılan
genellikle ilave metal kullanılmaksızın birleştirilirler ve
malzemelerdir. Kaynak öncesi herhangi bir kaynak ağzı
birleştirilecek iki parçanın arasındaki boşluğun 10"2
açılmadan düzgün yüzeyler alın alına getirilerek
mm'den daha fazla olmaması gerekmektedir [5]. Elektron
kaynaklanmıştır.
ışın kaynağında kaynak dikiş formu diğer yöntemlere göre
farklıdır. Bu yöntemde, kaynak dikişinin (derinlik/genişlik)
oranı yüksektir (25/1). Bu durum kalın parçaların tek
pasoda kaynak yapılmasını sağladığı gibi kaynak
banyosunun küçük olmasına neden olmaktadır [6]. Bunun
sonucu kaynak yapılan parçanın birim uzunluk başına ısı
girdisi diğer kaynak yöntemlerine göre düşüktür.
Dolayısıyla dar kaynak bölgesi, daha az distorsiyon ve
hatasız kaynak imkanı ortaya çıkmaktadır [7].
Tam yoğun malzemelerin elektron ışın kaynağında
Şekil 1. T/M Numunelerin Şekil ve Boyutları.
Elektron Işın Kaynağı Deneyleri
yüksek derinlik/genişlik oranı kaynak dikişinde gözenek
Elektron ışm kaynağı deneylerinde yüksek vakumlu
ve kök kısmında boşluk oluşumuna neden olmaktadır.
kaynak makinası kullanılmıştır. Kaynak işlemi esnasında
T/M parçalarda bu durum büyük problemlere neden
uygulanan yüksek gerilim, akım şiddeti, kaynak hızı ve
olabilir. Ayrıca ışınların odaklandığı bölgede yüksek
enerji girişi değerleri Tablo 2'de verilmektedir.
sıcaklığın etkisiyle alaşım elemanlarının buharlaşması
ortaya çıkabilir. Bu durum kaynak bölgesinde kimyasal
DENEY SONUÇLARI VE TARTIŞMA
kompozisyon farklılıklarına neden olacaktır.
Kaynak parametreleri incelendiğinde (Tablo 2)
DENEYSEL ÇALIŞMALAR
deneylerin sabit yüksek gerilim değerinde yapıldığı
ancak b r o n z - b r o n z çifti kaynak işleminde akım
Deneylerde Kullanılan Malzemeler
Deneylerde iki farklı T / M malzeme gurubu
Mühendis \ıe Makına - Cilt 43 Sayı 513
şiddetinin değiştirildiği görülmektedir. Buna bağlı
olarak enerji girişi değişmiştir. Kaynak hızı değerleri
33
makale
Tablo 2. EIK Esnasında Uygulanan Kaynak Parametreleri.
Kaynak Parametreleri
Malzeme Çifti
Fe-Fe
Fe-Bronz
Bronz-Bronz
Yüksek
Gerilim (kV)
Akım Şiddeti Kaynak Hızı
(mm/dakika)
(mA)
30
30
30
1,4
1,4
1
140
140
140
Enerji
girişi
(kJ/mm)
0,18
0,18
0,13
mm/dak olarak verilmiştir. Bu değerin hesaplanmasında
malzemenin birbirleriyle ilave metal kullanılmaksızın
silindirik şekilli parçaların çevresel hızı esas alınmıştır.
kaynaklanmasının yeterli kalitede olmadığı görülmektedir.
Kaynak makinasında ayarlanan değerler inç sisteminde
Malzemeler arasında görülen nüfuziyet yetersizliği, siyah
olmakla birlikte metrik sisteme çevrilmiştir. Kaynak
çizgi halindeki birleşme hattı yeterince malzemelerin
işlemi esnasında tüm malzemeden numunelerin
birbirine kaynaklanmadığını göstermektedir. Aynca kaynak
kaynaklanmasında kaynak hızı 140 mm/dak değerinde
dikişi üzerinde siyah görünen bölgede büyük bir boşluk
sabit tutulmuştur.
oluşmuştur. Siyah görülen bölgede birleştirilen parçaların
Enerji girişi değerinin hesaplanmasında (1) eşitliği
kullanılmıştır.
gözeneklerinin bölgesel ergime-katılaşma işlemi sonucu
bu tür bir boşluğun ortaya çıkmasına neden olduğu
düşünülmektedir.
E = (Uxlx0.6)/Vk
(1)
Şekil 3'te Demir-Bronz T / M malzeme çiftinin
kaynağında özellikle bronz T/M parçada oluşan büyük
Burada U: Yüksek gerilim (kV), I: Akım şiddeti (mA),
Vk: Kaynak hızı (mm/dak)'dır.
Enerji girişinin kaynak hızı, yüksek gerilim ve akım
şiddetine bağlı olduğu görülmektedir. Bu çalışmada
sadece bronz-bronz çifti kaynağında akım şiddeti değeri
değiştirildiğinden enerji girişi değeri sadece bu malzeme
boşluklar dikkat çekmektedir. Bu tür boşlukların
oluşması düzgün dağılmış daha küçük çok sayıdaki
gözeneklerden çok daha zararlıdır. Özellikle mekanik
özelliklere düşürücü yönde büyük etkisi olacaktır. İki
parçanın birleşme hattında da benzer boşlukların birleşme
hattı boyunca sıralandıkları görülmektedir.
çifti için farklıdır.
Demir-bronz T/M malzeme çiftinin kaynak dikişinin
görünüşü Şekil 2'de verilmektedir. Şekilde her iki
Şekil 3. Demir-Bronz T/M Malzeme Çiftinin Kaynağındaki
Boşluklar (xS0)
Şekil 4. Demir-Bronz çiftinin kaynak bölgesinin üst
Şekil 2. Demir-Bronz T/M Malzeme Çiftinin Kaynak Dikişinin
Görünüşü (xlOO)
kısmında ergime ve katılaşmadan kaynaklanan anormal
yüzey morfolojisini göstermektedir. Bu durum gözenek
Mühendis ve Makına - Cilt 43 Sayı 513
34
makale
miktarı yüksek T/M parçaların ergitme yöntemi ile
dikişinde uygun olmayan dikiş geometrilerin elde edilmesi
kaynaklanmasında büyük problemlere neden olacağını
yöntemin uygunluğunu olumsuz etkilemektedir. Enerji
göstermesi açısından önem kazanmaktadır.
girdisini azaltarak ve yüksek yoğunluklu T/M parçaların
kaynaklanabilirliğinin denenmesinin gerektiği ve ileride
yapılacak çalışmaların bu yönde olması gerektiği
sonucuna varılmıştır.
KAYNAKÇA
1.
Kurt, A., v.d., (1996), Saf Demir Tozlarından Sıkıştırılan T/M
Parçaların
Düşük
Karbonlu
Çeliğe
Kaynaklanabilirliğinin Araştırılması,
1.
MIG
Kaynağı
Ulusal Toz
Konferansı, Bildiri Kitabı s. 595-602, G.Ü., Ankara.
2.
ile
Met.
-
Ratzi, R., et al., (1997), Joining o/PM Stell and Conventional
Steel by Laser Welding, Euro PM 97, Proce. Of Advance Struc­
tural PM Component Production, pp. 158-164, October 15-
Şekil 4. Demir- Bronz Çiftinin Kaynak Bölgesinin Üst Kısmında Ergime
ve Katılaşmadan Kaynaklanan Anormal Yüzey Morfolojisi (x50)
17, Munih, Germany.
3.
Kurt, A., et al., (1997), Investigation of Diffusion Welding Pa­
Bronz- bronz çifti T/M parçaların kaynak bölgesi
rameters for Welding of PM Bronze to a Mild Steel, PM 97, Proce.
Şekil 5'te verilmektedir. Burada birleşme bölgesinde
Of Advance Structural PM Component Production, pp. 219-
ergimeden kaynaklanan tam yoğun kaynak dikişi ve
227, October 15-17 , Munih, Germany.
düzgün geometriye sahip olmamakla birlikte daha iyi bir
4.
Varol, R., Selver, R., (2001), Bronz Burçların Bazı Isıl ve Fiziksel
kaynak dikişi olduğu görülmektedir. Ancak bu kaynak
Özelliklerinin Belirlenmesi,
dikişinin de tatmin edici olduğu söylenemez.
Teknolojileri Kongresi, Bildiri Kitabı, Sa.59-64, 2-3 Kasım,
Makina Tasarım ve
İmalat
Konya.
5.
Çalık, A., (2002), Farklı Melallerin Elektron Işın Kaynağı ile
Birleştirilmesi, Doktora Semineri, SDÜ FBE, İsparta.
6.
Gültekin, N . , (1991), Kaynak Tekniği, Ergin Ofset, İstanbul.
7.
Anık, S., (1991), Kaynak Tekniği El Kitabı ve Yöntemler ve
Donanımlar, Gedik Hold. Yayını, istanbul.
Şekil S. Bronz- Bronz Çifti T/M Parçaların Kaynak Bölgesi (x!5)
SONUÇ
Yüksek gözenekliliğe sahip T/M parçaların elektron
ışın kaynağı ile kaynaklanması ana metal ve kaynak
dikişinde ortaya çıkan yoğunluk farkından dolayı kaynak
sonrası ortaya çıkan büyük gözeneklerin varlığı, kaynak
Mühendis ve Makma - Cilt 43 Sayı 513
35