DUAL-FAZ EDİLEN 3936 KALİTE ERDEMİR ÖZEL JANT ÇELİĞİNİN
MİKROYAPI-MEKANİK ÖZELLİK İLİŞKİSİNİN ARAŞTIRILMASI
Mustafa TAYANÇ
Alaaddin TOKTAŞ
Özet: Bu çalışmada, 3936 kalite ERDEMİR özel jant çeliği ikili faz(a+y) bölgesinde (Kritik sıcaklıklar arası bölgede) dört
farklı sıcaklıkta ve sabit sürede tavlanarak suda su verilip çift-faz edilmiş, ısıl işlem sonrası mikroyapıdaki martensit hacim
oranları ile mekanik özellikler(akma-çekme dayanımları, darbe enerjisi ve sertlik) belirlenerek tavlama(su verme)
sıcaklığının mikroyapı ve mekanik özelliklere etkisi deneysel olarak incelenmiştir.
Deney sonuçlarının değerlendirilmesinden; tavlama sıcaklığının artmasıyla iç yapıdaki martensit hacim oranının arttığı,
buna bağlı olarak akma, çekme dayanımlarının, sertliğin ve akma sınırı oranının yükseldiği, yüzde uzama ve darbe enerjisi
değerlerinin ise azaldığı gözlenmiştir.
Anahtar sözcükler : Çift Faz, Martensit Hacim Oranı, Isıl İşlem, Mikroyapı.
1.
GİRİŞ
Çalışmamızda; mukavemet/ağırlık oranı yüksek olmasından
dolayı günümüzde gerek otomobil gerekse diğer taşıtlarda
kullanımı her geçen gün biraz daha artan ve düşük karbonlu
yüksek dayanımlı(HSLA, high strenght low alloy)
çeliklerin bir alternatifi olan dual-faz(çift fazlı) çeliklerinin
mikroyapı
ve
mekanik
özelliklerine(akma-çekme
dayanımları, akma sınırı oranı, süneklik, sertlik ve darbe
enerjisi) içerdikleri martensit hacim oranları(% MHO) ile
ısıl işlem koşullarının(su verme sıcaklığı) etkilerinin
incelenmesi amaçlanmıştır.
Çift
fazlı
çelikler
mikroyapılarında ferrit(oc) matriks içerisinde adacıklar
şeklinde martensit fazı ve de az miktarda(%2-9)
dönüşmemiş(kalıntı) östenit(yA) içeren az karbonlu ve
alaşımsız yüksek dayanımlı çelik türleri olup; yapılarında
ferrit ve martensit fazını bir arada bulundurduklarından
dolayı hem yüksek dayanım hem de yüksek sünekliğe
sahiptirler[l-2].
Yüksek dayanım ve yüksek süneklik özellikleri mikroyapı
ile ilgili olup, yapıda bulunan yumuşak ferrit(a) fazı yüksek
süneklik sağlarken, sert martensit(M) fazı ise sertlik ve
dayanım sağlamaktadır[3]. Ferritli ve martensitli(a+M) çift
fazlı çelikler üzerindeki çalışmalar 1970'li yılların sonunda
başlamış ve bu çelikler günümüz uygulamalarında özellikle
otomotiv endüstrisinde geniş bir kullanım alanına sahip
olmuşlardır. Örneğin çift fazlı çeliklerin yüksek dayanım
715
ve iyi şekillenebilirlik özelliklerinden yararlanılarak
tampon, tekerlek jantları, jant kapakları, kayış kasnakları,
kapı panelleri ve koltuk çerçevesi gibi otomobil parçalan
imal edilmektedir[l-4].
Çift fazlı çeliklerin özellikleri mikroyapıları ile ilişkili olup;
mikroyapı uygulanan ısıl işlemlerle kolayca kontrol
edilebilmektedir. Yapılan ısıl işlemlerde, dönüşüm yoluna
bağlı olarak mikroyapılarda önemli farklılıklar meydana
gelebilmektedir. Çift faz elde etmek üzere uygulanan ısıl
işlemler; ara su verme(IQ, intermediate quenching), kritik
sıcaklıklar arası
bölgede tavlama(lA,
intercritical
quenching) ve kademeli su verme(SQ, step quenching)
olmak üzere üç çeşit olup çalışmamızda kritik sıcaklıklar
arası(A]-A3) bölgede tavlama(su verme) ısıl işlemi
uygulanmıştır[5].
2.
DENEYSEL ÇALIŞMALAR
Deneysel çalışmalar iki grupta gerçekleştirilmiş olup;
birinci grupta 3936 kalitedeki çelik sac malzemeden
hazırlanan çekme, sertlik, çentik-darbe ve metalografi
.lumuneleri ikili bölgede(oc+y) dört farklı sıcaklıkta sabit
tavlama süresinde tavlandıktan sonra suda soğutularak
numunelere çift faz yapısı kazandırılmış ve metalografik
incelemeler yapılmıştır. İkinci grupta ise çift faz yapısı
kazandırılmış numunelere çekme, sertlik ve çentik-darbe
testleri uygulanmıştır.
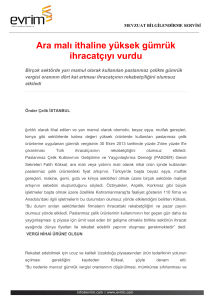
Şekil 1. Çekme Deneyi Numunesi ve Ölçüleri.
2.1 Kullanılan Malzeme ve Özellikleri
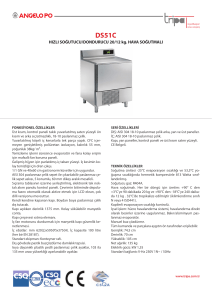
kapasiteli Satec marka cihazda(3 deney ortalaması), çentikdarbe deneyleri Şekil 2'de resmi ve ölçüleri verilen
numunelere 150 Joule'lük çekiçle(145°'lik açıda) oda
sıcaklığında Zwick marka cihazda(3 deney ortalaması),
mikro-sertlik ölçümü ODTÜ Malzeme ve Metalürji
Mühendisliği bölümü laboratuarlarında 500 g yük 20 sn
uygulama ve 100X büyütmede Knoop ucu ile Wilson
marka cihazda gerçekleştirilmiştir(5 deney ortalaması).
Deneylerde Ereğli Demir ve Çelik Fabrikaları(ERDEMİR)
T.A.Ş' de sıcak hadde mamulü olarak üretimi yapılan ve
kimyasal bileşimi Tablo l'de, ısıl işlem uygulanmadan
önce yapılan deneylerle belirlenen mekanik özellikleri ise
Tablo 2'de verilen 3936 ERDEMİR kalite numaralı özel
jant çeliği kullanılmıştır.
Tablo 1. Kimyasal Bıleşım(% Ağırlık olarak).
c
0,085
Mn
0,33
P
0,011
s
Si
0,010
0,009
Cu
0,015
Ni
0,022
Al
0,062
i
Tablo 2. Isıl İşlem Öncesi Mekanik Özellikler.
Akma
Dayanımı
0A, [MPal
270
Çekme
Dayanımı
CC, [MPa]
390
Darbe
Enerjisi
aK, [J]
67,1
Uzama
%A 5
28
2
i
t
8
f
5
«—•
Sertlik
HRB
61,8
Şekil 2. Çentik-Darbe Deneyi Numunesi ve Ölçüleri.
2.2 Isıl İşlem ve Metalografık İncelemeler
3.
3936 kalite çelik sac numunelere, ikili bölgede(oc+y) dört
farklı sıcaklıkta(745-760-775 ve 790 c C) ve 30 dakika sabit
süre ile tavlama işlemi yapıldıktan sonra suda soğutularak
çift-faz yapısı kazandırılmıştır.
Tavlama(su verme)
sıcaklıklarının seçiminde literatürlerden yararlanarak kritik
sıcaklıklar arası bölge diye bilinen A|(~730°C) ve
A3(~875°C) sıcaklık eğrilerine fazla yaklaşılmamaya özen
gösterilmiştir.
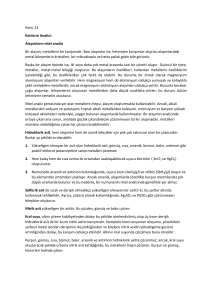
3936 kalite malzemeden dört farklı sıcaklıkta(745-760-775
ve 790°C) ve 30 dakika süre ile tavlanarak elde edilen çift
faz mikroyapıları Şekil 3'te verilmiştir. Koyu renk alanlar
martensit,
açık
renk
alanlar
ise
ferrit
fazını
göstermektedir[6]. Mikroyapı fotoğrafları incelendiğinde;
artan tavlama sıcaklığı ile martensit hacim oranlarının
arttığını görmek mümkündür.
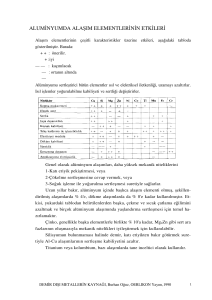
Dual-faz edilen çelik sac numunelerin martensit hacim
oranları(% MHO), mekanik deney sonuçları Tablo 3'te ve
bu özelliklerin tavlama sıcaklığına göre değişimi ise Şekil
4'te gösterilmiştir.
Isıl işlemler programlanabilir, sıcaklık kontrollü ve yatay
borulu Nobertherm marka ısıl işlem fırını ile yapılmıştır.
Metalografık çalışmalar ODTÜ Malzeme ve Metalürji
Mühendisliği bölümü laboratuarlarında gerçekleştirilmiş
olup ısıl işlem sonrası numuneler standart yöntemlerle
parlatılarak % 5'lik Nital çözeltisi ile 4-6 sn dağlanıp 400X
büyütmede mikroyapı fotoğrafları çekilmiştir. Elde edilen
mikroyapı fotoğrafları nicel metalografi(nokta sayma)
yöntemi ile değerlendirilerek üç adet görüntü üzerinden
yaklaşık martensit hacim oranları(%MHO) belirlenmiştir.
Tablo 3. Martensit Hacim Oranları ve Mekanik Deney Sonuçları.
2.3 Mekanik Deneyler
Çekme ve çentik-darbe deneyleri Ereğli Demir ve Çelik
Fabrikaları(ERDEMİR) T.A.Ş' nin laboratuarlarında
yapılmış olup; çekme deneyleri Şekil 1 'de resmi ve ölçüleri
verilen numunelere 1 mm/dak' lık çekme hızında ve 55 ton
a=5
b=16
h=65
Lo=40
Lv=50
Lı=200
B=22
\
DENEYSEL SONUÇLAR ve TARTIŞMA
Tav.
Sıc.
[°C]
MHO
[%]
745
760
775
790
14
22
31
39
Akma
Day.
ÖA0.2
[MPa]
420
480
540
610
Çekme
Day.
aç
[MPa]
602
660
697,5
720
Uzama
A5
[%]
20
18
15,4
14
Darbe
En.
aK
[J]
39,6
34,5
31,1
24,8
Mikro
Sertlik
136,85
145,65
156,80
197,10
Tablo 3, Şekil 3 ve 4'ün incelenmesinden; tavlama(su
verme) sıcaklığı 745°C'den 790°C'ye arttırıldığında 3936
kalite çeliğin martensit hacim oranı %14'den %39'a artış
göstermektedir. Tavlama sıcaklığı arttırıldığında martensit
hacim oranındaki artış şöyle açıklanabilir: Martensit
teşekkülü ikili(a+y) bölgede oluşan östenit(y) miktarı ve
bileşimine bağlıdır, a + P—> oc + y dönüşümü diffüzyon
kontrollü bir reaksiyondur. Bu nedenle karbon atomlarının
östenit(y) fazına yayınma hızı zamana ve sıcaklığa bağlıdır.
Artan tavlama sıcaklığı ile martensit hacim oranındaki
artışın nedeni, yüksek diffüzyon hızı sebebiyle ikili
bölgede(oc+y) östenit(y) miktarının artması sonucu su verme
716
sonrası iç yapıda daha fazla miktarda martensit fazının
teşekkül etmesi olabilir[6-9].
a) 745°C/30 dk.
b) 760°C/30 dk.
c) 775°C/30 dk.
d) 790°C/30 dk.
Şekil 3. 3936 Kalite Çelik Sac Numunelerin Çift Faz Mikroyapıları.
-•- — Akma Dayanımı, [MPa]
—•—Çekme Dayanımı, [MPa]
—*—Mikro-Sertlik
—e-- Uzama, [%A5]
— B — Darbe Enerjisi, [J]
—A—Martensit Hacim Oranı, [%]
-*-— Akma Sınırı Oranı,
[%]
r
800 -
90
• 80
700 -
>
600 '•'~,
c
c/3
-o.
W
• 60
S
^
500 -
^
-D
Q
• 50 O
c
400 -i
• 40
ve Çel
Kî
£
i
300 • 30
D
200 -
•20
A ^ ı An
in
730
745
«I
Q
E
w
ensil[Hac:
Daya mı[
anı
^
inin
rtl
• 70
760
775
Tavlama(Su verme) Sıcaklığı, [°C]
717
790
805
E
^:
* * •
Şekil 4. Tavlama Sıcaklığına Bağlı Olarak Martensit Hacim Oranı ve Mekanik(Akma ve Çekme Dayanımları, Yüzde Uzama, Sertlik,
Darbe Enerjisi ve Akma Sınırı Oranı) Özelliklerin Değişimi.
En yüksek martensit hacim oranına 790°C tavlama
sıcaklığında ulaşılmıştır. Martensit hacim oranındaki artışa
bağlı olarak çeliğin akma ve çekme dayanımları, akma
sınırı oranı(aAo,2/Oç) ile sertlik özelliklerinde artma; buna
karşın yüzde uzama(% A5) ve darbe enerjisi(ak)
değerlerinde ise azalma görülmektedir. Martensit hacim
oranının artış göstermesine bağlı olarak sertliğin ve
gevrekliğin artması dolayısıyla tokluğun ve darbe
enerjisinin düşmesi beklenen sonuçlardır.
2)
En yüksek akma ve çekme dayanımları ile en düşük darbe
enerjisi ve yüzde uzama değerleri 790°C'de tavlama
=
işleminden sonra elde adilmiştir(aAo,2 61O MPa, o ç =720
MPa, aK=24.8 J, % A5=28). Bu değerler ısıl işlemsiz
numunelerin aynı mekanik değerleri ile kıyaslandığında;
790°C'de tavlama sonrasında akma dayanımında % 126 ve
çekme dayanımında % 84.6 oranında artış; buna karşın
darbe enerjisi ve yüzde uzama değerlerinde ise sırasıyla %
63 ve % 50 oranında azalmalar gözlenmiştir(Tablo 2 ve 3).
5)
B. Aksakal, R. Arıkan[10] % 0,11 C'lu çelik sac ile
yaptıkları benzer bir çalışmada, çelik sac numuneleri kritik
sıcaklıklar arası bölgede(740-760-790 ve 820°C) değişik
sürelerde(l5-30-60 ve 90 dak.) tavlayarak oluşan iç
yapılardaki martensit hacim oranlarını ve çift faz edilmiş
çeliklerin mekanik özelliklerini tespit ederek, MHO ile
akma ve çekme dayanımlarının arttığını buna karşın yüzde
uzama değerlerinin azaldığını belirtmişlerdir. Bu sonuç
bizim yaptığımız çalışmanın sonuçları ile paralellik
göstermektedir.
H.P. Shen ve arkadaşları[ll] % 0,09 C'lu 1010 çeliği ile
yaptıkları bir çalışmada, çeliği 745°C'de 30 dakika süre ile
tavlayarak elde ettikleri dual fazın iç yapı incelemelerinden
MHO'nını % 10 olarak bulmuşlardır. Bu sonuç 745°C'de
30 dakika tavlayarak elde ettiğimiz % 14 MHO ile yakınlık
göstermektedir.
Elde edilen sonuçlar, gerek yurt içinde gerekse yurt dışında
bu konu ile ilgili yapılmış çalışmaların sonuçlarına
uygunluk göstermektedir. Yapılan bu çalışma, içerisinde
3936(%0.085C),
SAE
1035(%0.36C)
ve
SAE
1040(%0.38C) çeliklerinin kullanıldığı çalışmanın bir
bölümü olup; optimum çift faz özellikleri(süneklikdayanım) 3936 kalite çelikte elde edilmiştir.
4.
SONUÇLAR
Bu çalışmada elde edilen bulgulardan aşağıdaki sonuçlar
çıkarılabilir:
1)
Dual-faz çeliklerde, ikili bölgede(a+y) tavlama(su
verme) sıcaklığı 745°C-790°C arasında arttıkça yüzde
martensit hacim oranları(%MHO) da artmıştır.
718
3)
4)
5.
Dual-faz çeliklerde, martensit hacim oranı artarken
akma ve çekme dayanımları ile akma sınırı oranında
artma, % uzama değerlerinde ise azalma görülmüştür.
Dual-faz çeliklerde, martensit hacim oranı artarken
sertlik değerlerinde artma, darbe enerjisi değerlerinde
ise azalma görülmüştür.
Çift fazlı yapı çeliklerinin akma ve çekme dayanımları
elde edildikleri ferritli perlitli çeliklere göre d^l.a fazla
olmakta buna karşın toplam uzama değerlerinde büyük
düşüşler görülmektedir.
Çekme deneyleri sırasında, artan su verme sıcaklığı ile
çift fazlı çeliklerde alt ve üst akma noktaları
görülmemiştir.
KAYNAKLAR
[1]. A.P. Coldren and G.T. Eldis, "Physical Metallurgy of the
Dual phase steels", The Journal of Molybdenum Technology,
1980, vol. 4, issue. 3, pp. 3-5.
[2]. R.M. Buck, "Commercial Development of DUAL PHASE
steels in the United States", The Journal of Molybdenum
Technology, 1980, vol. 4, issue 3, pp. 6-7.
[3]. G. Tither and P. Boussel, "Commercial Development of
DUAL PHASE Steels in Europe", The Journal of
Molybdenum Technology, 1980, vol. 4, issue 3, pp. 8-9.
[4]. T. Chihara, "Commercial Development of DUAL PHASE
Steel in Japan", The Journal of Molybdenum Technology,
1980, vol. 4, issue 3, pp. 10-11.
[5]. H. Çimenoğlu, E.S. Kayalı, "Ferrit+Östenit Faz Bölgesinde
Tavlama Isıl İşlemi ile Çift Fazlı Çelik Yapımı", 1984, Isıl
işlem sempozyumu, Ankara.
[6]. A. Bayram, "Dual-Fazlı Çeliklerde Martensit ve Yükleme
Hızının Mekanik Özelliklere Etkisi", Pamukkale Üniversitesi
Mühendislik Bilimleri dergisi, 1998, cilt 4, sayı 3, s. 692-697.
[7]. E. Ahmad, N. Priestner, "Effect Of Rolling in The
İntercritical Region On The Tensile Properties Of Dual-Phase
Steel", Journal of Materials Engineering and Performance,
December 1998, vol. 7(6), pp. 772-776.
[8]. A. Bag, K.K. Ray, and E.S. Dwarakadasa, "Influence Of
Martensite Content and Morphology On Tensile And Impact
Properties of High-Martensite Dual-Phase Steels",
Metallurgical and Materials Transactions A, May 1999, vol.
30A, pp. 1193-1202.
[9]. A.J. Abdalla, L.R.O. Hein, M.S. Pereire and TM.
Hashimoto, "Mechanical Behaviour of Strain Aged Dual
Phase Steels", Materials Science and Technology, October
1999, vol. 15, pp. 1167-1170.
[10].B. Aksakal, R. Arıkan, "Dual-Faz Çelikte Mekanik ÖzellikMikroyapı İlişkisini İncelenmesi", Yüksek Lisans Tezi, Gazi
Üniversitesi, 1988.
[11].H.P. Shen, T.C. Lei, J.Z. Liu, "Microscopic Deformation
Behaviour of Martensitic-Ferritic Dual-Phase Steels",
Materials Science and Technology, January 1986, vol. 2, pp.
28-33.
I. DEMİR-ÇELİK SEMPOZYUM BİLDİRİLERİ/ 82
tmmob
nıakina mühendisleri
tmmob
odası
odası
metalürji mühendisleri
Otomobil parçalarının toz metalürjisi
yöntemiyle üretimi"
Aytaç ATAŞ
Tozmetal Tic. Ve San. A.Ş.
İbrahim YUSUFOĞLU
Enver OKTAY
İ.Ü. Müh. Fak. Metalürji ve Malzeme Mühendisliği Bölümü
OTOMOBİL PARÇALARININ TOZ METALÜRJİSİ YÖNTEMİYLE ÜRETİMİ
Aytaç ATAŞ
İbrahim YUSUFOĞLU
Enver OKTAY
Özet: Bu çalışmada, demir esaslı tozlardan toz metalürjisi yöntemiyle otomotiv sanayi için yağ pompa dişlisi, amortisör
pistonu ve krank dişlisi parçaların üretimi açıklanmıştır. Üretilen parçaların yoğunlukları, sertlikleri, kırılma dayanımları,
boyutsal değişimleri ve elde edilebilecek ölçüsel hassasiyet değerleri belirlenerek parçaların kullanımına yönelik etkileri
araştırılmıştır. Ayrıca demir tozlarına ilave edilen elementlerin sinterleme prosesine ve parçaların fiziksel özelliklerine
etkileri tartışılmıştır.
Anahtar sözcükler: Toz Metalürjisi, Amortisör Pistonu, Yağ Pompa ve Krank Dişlisi
1.
GİRİŞ
Toz Metalürjisi Yöntemi otomotiv sanayinin hızlı gelişimi
içerisinde her geçen yıl daha büyük bir önem taşımaya
başlamıştır. Bugün Avrupa'da otomobil başına düşen sinter
parça ağırlığı 6 - 7 kg'larda iken
Toz Metalürjisi
Yönteminin daha geniş uygulama alanlarına ulaştığı
Amerika'da 20 kg'lara kadar çıkmıştır. Bu yöntem
parçalarda çok yüksek boyutsal hassasiyet elde
edilebilmesi, çabukluğu ve kolaylığı sebebiyle her geçen
gün daha fazla önem kazanmaktadır. Bu çalışmada, demir
esaslı tozların toz metalürjisi yöntemiyle otomotiv sanayi
için yağ pompa dişlisi, amortisör pistonu ve krank dişlisi
parçaların üretimi açıklanmıştır. Üretilen parçaların
yoğunlukları, sertlikleri, kırılma dayanımları, boyutsal
değişimleri ve elde edilebilecek ölçüsel hassasiyet değerleri
belirlenerek parçaların kullanımına yönelik etkileri
araştırılmıştır. Ayrıca demir tozlarına ilave edilen
elementlerin sinterleme prosesine ve parçaların fiziksel
özelliklerine etkileri tartışılmıştır.
2. HAMMADDENİN HAZIRLANMASI VE
KULLANIMA ALINMASI
Yöntemin hammaddesi olan metal tozları homojen bir
boyut dağılımına ve oldukça küçük tane iriliğine sahip
olacak şekilde üretilir. Demir esaslı tozların üretiminde
genelde iki ayrı proses uygulanır [4,12]. Birinci yöntem
cevherin öncelikle tünel tipi fırınlarda indirgenmesi ve daha
sonra elde edilen metalin mekanik yöntemlerle öğütülmesi
esasına dayanır. Bu prosesle üretilen demir tozlarına sünger
demir tozlan adı verilir. Diğer bir yöntem ise atomizasyon
yöntemidir. Bu yöntemde cevher yerine hurda demir
kullanılır. Elektrik ark ocağında ergitilen metale tandişe
dökülmesi esnasında atomize edilmiş basınçlı su
721
püskürtülerek oluşan termal şok sayesinde sıvı metal, toz
tanecikleri halinde katılaşır. Bu yöntemle elde edilen
tozlara atomize demir tozları denir. Bunun dışında değişik
metaller için değişik yöntemler kullanmak mümkündür. En
yaygın yöntemlerden birisi de bakır tozlarının üretiminde
kullanılan elektroliz yöntemidir.
Üretilen metal tozlarında kimyasal özelliklerin yanı sıra
aşağıdaki fiziksel özellikler aranır:
Zahiri yoğunluk : Tozların sıkıştırma prosesi öncesi serbest
haldeki yoğunluğudur. Zahiri yoğunluğu yüksek olan toz,
sıkıştırılması esnasında daha az kuvvet kullanılacağından
sıkıştırma prosesine olumlu yönde etki eder [1].
Akıcılık : Sıkıştırma prosesine etki eden en önemli
özelliklerden birisi de akıcılıktır. Tozun kendi akışıyla
kalıbı doldurabilme özelliğidir. Daha kısa sürede akan
tozun akıcılığı daha iyi demektir. Akıcılığı iyi olan toz
sıkıştırma esnasında kalıbı daha çabuk ve daha homojen
şekilde dolduracağından bu prosese olumlu yönde etki eder
[!]•
Boyut dağılımı : Toz yığınını oluşturan partiküllerin
boyutsal dağılımı anlamına gelir. Bu yöntemde kullanılacak
tozların ne çok küçük ne de çok büyük boyutlara sahip
olması istenmez. 10 um'den küçük toz partikülleri
sıkıştırma prosesi sırasında kalıbın çalışma boşluğu diye
tabir edilen kalıp elemanlarının çalışması esnasında
birbirleri arasındaki sürtünmeyi gidermek için bırakılan
boşluklara girer ve bir süre sonra kalıbın çalışmasını
engeller. 400 um'den büyük partiküller ise tozun akışkanlık
ve
zahiri
yoğunluk
gibi
özelliklerini
olumsuz
etkileyeceğinden sıkıştırma prosesini olumsuz yönde etkiler
ve istenmez. Bu sebeple ideal metal tozu 100 - 300 um
boyutları arasında olmalı ve bu boyutların dışına çıkan toz
partikülü miktarı da çok az olmalıdır [1].
Atomize demir tozu partiküllerinin içerisinde üretim prosesi
sebebiyle gözenekler bulunmamaktadır. Bu sebeple bu
tozların akıcılıkları ve zahiri yoğunlukları oldukça
yüksektir. Sünger demir tozlarının ise bunun aksine
akıcılıkları ve zahiri yoğunlukları düşüktür. Boyut dağılımı
ise isteğe bağlı olarak iki çeşit tozda da farklı şekillerde
elde edilebilir.
Yukarıdaki üç özellikle doğrudan ilişkili iki özellik daha
vardır. Bunlar:
Sıkıştırılabilirlik : Metal tozunun mümkün olan en düşük
kuvvetle sıkıştırılarak istenilen yoğunluklarda parça elde
edilebilmesi özelliğidir. Bu özellik yukarıdaki üç özellikle
doğrudan ilişkilidir. Zahiri yoğunluğu yüksek, akıcılığı
yüksek ve homojen bir boyut dağılımına sahip tozlar her
zaman daha iyi sıkışırlar. Atomize demir tozları tane
geometrileri sebebiyle daha yüksek zahiri yoğunluk ve
akıcılık özelliğine sahiptirler. Bu sayede daha iyi sıkışırlar
ve bu tozlarla daha dUşük basınçlarla yüksek yoğunlukta
parçalar elde edilebilir. Sünger demir tozlarının bu
özellikleri zayıf olduğundan sıkışma kabiliyetleri de
düşüktür [1].
Ham mukavemet : Metal tozunun sıkıştırılması sonucu
oluşan parçanın sinterleme öncesi mukavemetidir. Daha
düşük yoğunluklarda daha mukavim parçalar elde
edilebilen tozların ham mukavemeti daha yüksektir. Sünger
demir tozlarının tane geometrileri sebebiyle bu tozlardan
üretilen parçaların ham mukavemetleri yüksektir. Bu
tozlarla 5,6 g/cm3 yoğunlukta bile mukavim parçalar elde
edilebilir. Atomize tozların taneleri daha homojen ve
yuvarlağa yakın geometride olduklarından bağlanmaları
daha zor olur ve ancak 6,3 g/cm3 yoğunluğun üstünde
dayanıklı parçalar elde edilebilir [1]. Şekil l'de sünger ve
atomize
demir
tozlarının
Taramalı
Elektron
Mikroskobundan elde edilmiş resimleri görülmektedir.
SEM
Amortisör pistonu, yağ pompa dişlisi yada krank dişlisi
üretiminde Tablo l'de özellikleri verilen hammaddeler
kullanılır.
Tablo 1. Amortisör pistonu, yağ pompa dişlisi yada krank dişlisi
üretiminde kullanılan hammaddelerin özellikleri
Hammaddenin
Özellikleri
Piston
Tipi
Sünger
3
Zahiri Yoğ. (g/cm )
Akıcılık ( s )
%C
%Cu
%Ni
%Mo
% MnS
% Yağlayıcı
%Fe
2,5-2,7
31-33
0,3 - 0,6
1,9-2,1
0
0
0,5
0,8
Kalan
Yağ
Pompa
Dişlisi
Sünger Atomize
2,5-3,1
29-33
0,4-1,0
1,35-1,65
0 -4,5
0-0,5
0-0,5
0,9-1,1
Kalan
Krank
Dişlisi
Atomize
2,9- 3,1
29-31
0-0,2
1,35-1,65
0-4,5
0-0,5
0
0,9-1,1
Kalan
3 . KALIP TASARIMI VE İMALATI
Toz metalürjisi ile üretilecek bir parçanın dizaynında göz
önüne alınması gereken en önemli unsur parçaya
uygulanacak proseslerdir. Parçanın sıkıştırma kalıbı dizayn
edilirken daha sonraki bütün prosesler ve bu proseslerden
kaynaklanacak
boyutsal
değişimler
göz
önünde
bulundurulmalı ve parçanın ve kalıbının dizaynı buna göre
yapılmalıdır
Bir amortisör pistonu, yağ pompa dişlisi yada krank
dişlisinin kalıbı temel olarak dört parçadan oluşur. Bunlar
parçanın ana şeklini veren dişi, üst ve alttan şekillendirmeyi
sağlayan üst erkek ve alt erkek ve parçanın içindeki
delikleri
oluşturmaya
yarayan
maçadır.
Parçanın
geometrisine bağlı olarak; birkaç ayrı maça, maçalı
erkekler, alttan yada üstten değişik sıkıştırmalar
gerektiğinde altta yada üstte birden fazla erkek kullanılması
gibi bu bileşenlerin sayısı arttırılabilir.
Bu gruplardaki parçaların büyük kısmında çok hassas
toleranslar istendiğinden hemen hepsine kalibreleme
operasyonu uygulanır. Kalibre kalıbı dizayn edilirken de
daha sonraki prosesler göz önüne alınır. Eğer parçalara
talaşlı işlem uygulanacaksa ( ki bu parçaların büyük bir
kısmına uygulanır ) kalibre kalıbı parçada talaşlı işlem için
gereken paylar bırakılacak şekilde tasarlanır. Aksi taktirde,
kalibre kalıbı bitmiş parça ölçülerinde dizayn edilir. Kalibre
kalıpları basma kalıplarına göre daha basittir. Kalibre
kalıbının bileşenleri de basma kalıplarının aynısıdır.
Kesit Görüntüsü
Atomize Demir
Tozu
Kalıp malzemesi olarak dişi ve maçalarda vvolfram-karbür
malzemeler kullanılırken erkeklerde çelik kullanılır. Bunu
sebebi dişi ve maçada fazla bir esneklik istenmemesi ve
kalıbın sürtünmelere en çok maruz kalan yerleri
olduğundan,
sürtünmeden
oluşabilecek
aşınmaların
minimize edilmesidir. Erkekler ise kalıbın hareketli ve
basıncı oluşturan kısımları olduklarından baskı esnasında
kırılmaları engellemek için çelikten imal edilir. Amortisör
parçaları nispeten düşük yoğunluklarda üretildiği için
Şekil 1. Sünger ve atomize demir tozlarının SEM ile elde edilmiş
dış ve kesit görünüşleri [9]
722
özellikle maçalarda ve bazen de dişilerde de özel çelikler
kullanılabilir. Ama yağ pompa ve motor parçaları yüksek
yoğunluklarda istendiğinden vvolfram-karbür malzemelerin
kullanılması şarttır.
yoğunluk dağılımı sağlamak için sıkıştırma prosesini hem
alttan hem de üstten gerçekleştirmek gerekmektedir. Bunun
için iki tip pres kullanılabilir. Birincisi hem alttan hem de
üstten sıkıştırma yapılabilen çift tesirli presler ikincisi ise
alt grubu sabit olmasına rağmen dişi tablası aşağıya doğru
hareket edebilen ve bu sayede alttan da sıkıştırma
yapılabilen dişi tablası hareketli preslerdir. Sıkıştırma ise
genellikle parça boyunun 2/3'ü kadar alttan 1/3'ü kadar
üstten olacak şekilde ayarlanır. Alttan fazla sıkıştırmanın
sebebi kalıp içinde tozun yukarı doğru hareketini
sağlayarak homojen bir yoğunluk dağılımı elde etmektir.
Parça dizaynı yapılırken de göz önünde bulundurulması
gereken unsurlar vardır. Parçalarda mümkün olduğunca
keskin köşelerden kaçınılmalıdır. Çok dar et kalınlığına
sahip kesitler ve parçada enine girintiler bu yöntemle imal
edilemez.
4 . SIKIŞTIRMA PROSESİ
Sıkıştırma prosesinde kullanılan kalıplar ve presler parçanın
geometrisine göre seçilir. Pres seçiminde parçanın yüzey
alanı önemlidir. Yüzey alanına göre parçanın sıkıştırılması
esnasında kullanılacak kuvvet hesaplanır ve bu doğrultuda
uygun basınca sahip pres seçilir. Kalıp ise parçanın
geometrisini oluşturacak şekilde alttan ve üstten tek
sıkıştırmak yada kompleks parçalarda alttan ve üstten
birkaç sıkıştırmalı kalıplar kullanılır. Yağ pompa dişlileri
için tek sıkıştırmalı kalıplar kullanılırken, krank dişlilerinde
ve amortisör pistonlarında parçanın şekline göre çok
sıkıştırmalı yada tek sıkıştırmalı kalıplar dizayn edilebilir.
Sıkıştırma prosesi metal tozlarının preslerde hareketli
kalıplar içerisinde sıkıştırılarak ham parçalar haline
dönüştürüldüğü prosestir. Proses dört aşamada gerçekleşir.
Öncelikle pres üzerine adapte edilmiş kalıbın doldurma
boşluğuna pabuç vasıtasıyla metal tozları doldurulur. İkinci
aşamada üst erkek aşağı doğru hareket eder ve dişi kalıba
girer, burada alttan ve üstten sıkıştırma gerçekleşerek parça
oluşturulur. Üçüncü aşamada üst erkek ilk pozisyonuna
dönerken alt erkek vasıtasıyla parça kalıptan dışarı çıkarılır.
Dördüncü ve son aşamada ise alt
erkek ve dişi ilk
pozisyonları olan doldurma pozisyonuna dönerler. Bu
döngü kesintisiz bir şekilde devam eder [1,2]. Şekil 2'de
sıkıştırma prosesinin dört aşaması şematik olarak
gösterilmektedir.
Sıkıştırma prosesinde nihai şekline yakın parçalar elde
edilir fakat parçanın ölçüleri daha sonraki prosesler göz
önüne alınarak tasarlanır. Örneğin yağ pompa dişlilerine ve
amortisör pistonlarına daha sonra kalibre ve talaşlı imalat
yapılacağı için, bu işlemlere maruz kalacak ölçüler işlem
için gereken paylar bırakılacak şekilde tasarlanır. Krank
dişli parçalan ise genellikle sinterleme sonrası sadece
kalibre işlemine tabi tutulduğundan sıkıştırma prosesindeki
ölçüleri bu doğrultuda dizayn edilir. Dizayn esnasında göz
önünde bulundurulan bir diğer parametre de tozun
sıkıştırma sonrası kalıptan çıkarken göstereceği şekil
değişimi miktarıdır. Parça kalıptan çıkarken bir miktar
esner ve genişler bu sebeple basma kalıbı parça ölçülerine
göre şekil değişim miktarı kadar küçük yapılır. Piston, yağ
pompa dişlisi ve krank dişlisinin sıkıştırma prosesi sonrası
belirlenen boyutsal toleransları ve yoğunlukları Tablo 2'de
verilmiştir.
Tablo 2. Piston, yağ pompa ve krank dişlisinin sıkıştırma prosesi
sonrası belirlenen boyutsal toleransları ve yoğunlukları
Şekil 2. Düz silindirik bir yatak parçası için sıkıştırma prosesinin
dört aşaması [9]
Uygulanacak kuvvet oluşturulacak parçada aranan
özelliklere göre belirlenir. Bu özelliklerden en önemli ikisi
sıkıştırma sonucu oluşacak parçada istenen yoğunluk ve
parçanın boyudur. Yoğunluk vasıtasıyla sıkıştırma oranı
hesaplanır. Parça yoğunluğu tozun zahiri yoğunluğuna
bölünerek sıkıştırma oranı elde edilir. Bu oran parçanın
boyu ile çarpılır ve kalıbın doldurma mesafesi hesaplanır.
Doldurma
mesafesi
kalıba
doldurulacak
tozun
yüksekliğidir. Eğer 6,6 g/cm3 yoğunluğunda bir parça
istiyorsak ve tozumuzun zahiri yoğunluğu da 3,0 g/cm3 ise
tozu 2,2 kat sıkıştırmamız gerekir. Yani 20 mm boyunda bir
parça yapmak için kalıbı 44 mm toz doldurmamız
gerekmektedir. Bu doğrultuda doldurma boşluğu ayarlanır
ve daha sonra sıkıştırma prosesi için gereken diğer ayarlar
yapılır. Parça üzerinde dikey doğrultuda homojen bir
Toleranslar
(mm)
Boy
iç Çap
Dış Çap
Konsantriklik
Diklik
Yoğunluk (g/cm3)
Uygulanan basınç
(MPa)
Piston
Krank
Dişlisi
0,1
0,01
0,01
0,05
5,8 - 6,2
Yağ
Pompa
Dişlisi
0,1
0,01
0,01
0,05
0,04
6,2 - 6,6
0,1
0,01
0,01
0,07
6,6-6,8
345-390
390 - 470
440 - 470
Sıkıştırma prosesinde kullanılan presin kapasitesine ve
parçanın geometrisine bağlı olarak 600 ile 1200 adet
arasında bu parçalardan imalat yapılabilir. Bu da toz
metalürjisi yönteminin en önemli avantajlarından biridir.
723
Çok hızlı ve seri biçimde imalat yapılırken hammadde
kayıpları da en düşük seviyelerdedir. Ayrıca sıkıştırma
prosesinde çıkan hurdalar tekrar kırılarak toz . haline
getirebildiğinden aslında hammaddeden kayıp yoktur.
Prosesin bir diğer avantajı da parça üzerinde dikey
doğrultuda delikler varsa bu deliklerin kalıptan sıkıştırma
esnasında alınabilmesidir. Bu avantaj sayesinde daha sonra
uygulanacak delik delme işlemleri ortadan kaldırılmış olur.
Özellikle amortisör pistonlarında amortisörün çalışması
esnasında yağın emme ve eksoz işlemini yapan birçok delik
vardır. Bu delikleri sıkıştırma prosesi sırasında almak
beraberinde birçok avantaj getirir. Delik çaplan hep aynı
olacağından ve delikler simetrik bir şekilde dizilmiş
olacağından kalıptan çıkan her pistonun amortisörlerin
performansına eşit etki edeceği düşünülebilir. Ayrıca delik
delme işlemiyle delik kenarlarında oluşabilecek çapakların
daha sonra koparak amortisör yağına karışması ve daha
sonra
piston
deliklerini
tıkayarak
amortisörün
performansını düşürmesi riski ortadan kaldırılmış olur.
Yağ pompa dişlilerinde de pompanın performansına etki
eden en önemli faktörler dişlinin profili ve diş üstü ve
bölüm dairesi konsantrikliğidir. Diş profili tamamen
kalıptan geldiği için bütün dişler aynı profile sahip olacaktır
ve hep aynı özelliklere sahip dişliler elde edilecektir. Ayrıca
basma prosesinde 0,05 mm konsantriklik değerleri elde
edilebileceğinden dişlinin yağ pompasmdaki performansı
yüksek olacaktır. Aynı özellikler krank dişlisinde de
önemlidir ve benzer avantajlar sağlarlar.
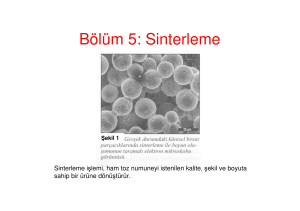
5 . SİNTERLEME
Sinterleme basınç altında sıkıştırılmış metal tozlarının
metalin ergime sıcaklığının altında metalurjik bağların
oluşması için uygulanan prosestir.
Demir tozulan için en yaygın sinterleme koşulları 1120 C
1150 C sıcaklıkta 15-60 dakika şeklindedir.
5.1.2 Toz Partiküllerinin Geometrik Yapısı
Verilen sinterleme koşullarında ince ve gözenekli
partiküller içeren tozların sinterlenmesi iri partiküller içeren
tozların sinterlenmesine göre daha hızlıdır. Burada da bir
ikilem oluşmaktadır. İnce taneli tozların sıkıştırılması kaba
taneli tozların sıkıştırılmasına göre daha zordur; ayrıca ince
taneli tozlardan sıkıştırılmış peletler iri taneli tozlardan
sıkıştırılmış peletlere göre sinterleme esnasında daha az
büzülürler. Toz metalürjisinde kullanılan ticari demir
tozlarının partikülleri genellikle 100 - 200 um arasındadır.
5.1.3 Toz karışımının Bileşimi
Toz karışımlarının bileşenleri istenilen fiziksel özellikleri
elde edebilecek ve sinterleme esnasındaki boyutsal
değişimleri kontrol edebilecek şekilde seçilir veya
belirlenir. İki yada daha fazla metal tozunun ( örneğin
demir, nikel ve molibden ) karışımları sinterlendiğinde
partiküller arasındaki bağlanmayla aynı zamanda bileşenler
arasında da bir alaşımlanma meydana gelir.
1120 - 1150 °C sinterleme sıcaklıklarında alaşımlandırma
prosesi çok yavaştır, ( Demir - karbon arasındaki hariç )
dolayısıyla tamamiyle homojenize olmuş bir alaşım
elementi elde edilemez. Eğer toz karışımı sinterleme
sıcaklığında sıvı faz oluşturan bir bileşene sahipse ( örneğin
demir tozu karışımları içerisindeki bakır tozlan ),
partiküller arasındaki bağlanma oldukça
iyidir ve
alaşımlandırma prosesi de hızlanır.
5.1.4 Peletin Yoğunluğu
5.1 Sinterlemeye Etki Eden Parametreler
Sinterleme prosesi aşağıdaki
yönlendirilir [ 6,7,8].
•
•
•
•
•
parametreler tarafından
Sıcaklık ve süre,
Toz partiküllerinin geometrik yapısı,
Toz karışımının bileşimi,
Peletin yoğunluğu,
Sinterleme fırınındaki koruyucu atmosferin bileşimi.
Peletin yoğunluğu ne kadar yüksekse toz partikülleri
arasındaki temas noktalarının toplam alanı o kadar yüksek
olur ve sinterleme sırasında daha etkili bir bağlanma ve
alaşımlanma gerçekleşir.
5.1.5 Fırındaki Koruyucu Atmosferin Bileşimi
Bu parametrelerin pratik uygulamalardaki önemi kısaca
aşağıda anlatılmıştır.
5.1.1 Sıcaklık ve Süre
Sinterleme sıcaklığı ne kadar yüksek olursa sıkıştırılmış bir
pelet içerisindeki toz partiküllerinde arzu edilen derecede
bir bağlanma elde etmek için gereken süre o kadar kısa
olur. Haliyle bu bir ikilem oluşturmaktadır. İşe imalatçı
gözüyle bakarsak imalat sıkışıklıklarından dolayı kısa
sinterleme süreleri daha çok tercih edilir; bununla birlikte
yüksek sinterleme sıcaklıkları yüksek sinter fırını bakım
maliyetleri açısından da pek ekonomik sayılmaz.
724
Koruyucu atmosfer sinterleme sırasında, bazı yönlerden
çelişkili de olsa, bir çok fonksiyonu yerine getirmelidir. Bir
yandan atmosfer, sinter parçaları oksidasyondan korumak
ve mevcut olabilecek oksitleri indirgemek içinken, diğer
yandan karbon içeren malzemelerin dekarbürizasyonunu,
karbonsuz malzemelerin de karbürizasyonunu önlemek
içindir. Bu da her sinter parça için mümkün olan en uygun
atmosferin seçilmesi problemini ortaya çıkarmaktadır.
Demir tozu metalürjisinde aşağıdaki atmosferler sıklıkla
kullanılır [10],
•
•
•
İndirgeyici - dekarbürleyici tip : Hidrojen (H2 ) ve
parçalanmış amonyak (%75 H 2 , %25 N 2 ) .
İndirgeyici - karbürleyici tip : Endogazlar ( %32 H2 ,
%23 CO, %0-0,2 CO 2 , %0-0,5 CH4 , Kalanı N 2 ) .
Doğal tip : Kriyojenik azot ( N2 ) ve eğer istenirse
mevcut oksitleri kontrol etmek için çok az miktarda H2
yada karbon kayıplarını gidermek için metan veya
propan ilave edilebilir.
Sinterleme atmosferinin doğru
kontrolü önemlidir fakat zordur.
seçilmesi
ve
dikkatli
Bir amortisör pistonu, yağ pompa dişlisi yada krank
dişlisinin sinterlenmesi 1120 - 1150 °C sıcaklıklarda 25
dakika olarak gerçekleştirilir. Amortisör parçalarında
atmosfer gazı olarak daha çok parçalanmış amonyak
kullanılırken yağ pompa ve krank dişli parçalarında daha
yüksek sertlik değerleri elde edebilmek amacıyla propan
esaslı atmosfer kullanılır. Sinterleme sonrası bu parçalarda
belirlenen ölçüsel değerler Tablo 3'te verilmiştir.
Tablo 3. Amortisör pistonu, yağ pompa dişlisi ve krank dişlisinde
sinterleme sonrası belirlenen ölçüsel değerler
Toleranslar
( mm )
Boy
İç Çap
Dış Çap
Sertlik
Piston
0,1
0,02
0,04
15-35
HRB
Yağ
Pompa
Dişlisi
0,1
0,02
0,02
50-110
HB
tp —
a
4nD
(D
a = alaşımlandırma partikülünün çapı
D = difüzyon katsayısı
Cg = alaşım elementinin alaşım partikülü içerisindeki
konsantrasyonu
Ca = ana metal içerisindeki alaşım elementinin ortalama
konsantrasyonu
p = homojenizasyon derecesi
5.3 Ortamda Geçici Bir Sıvı Faz Bulunması Durumunda
Sinterleme
İki değişik metal partikül içeren tozlardan sıkıştırılmış bir
peleti ele alalım. Eğer karışımdaki bileşenlerden biri
sinterleme sıcaklığında eriyorsa, ortaya çıkan sıvı faz sıvı
ve katı fazlar arasındaki mümkün olabilecek en geniş temas
yüzeylerini oluşturacak şekilde katı bileşenin partikülleri
arasındaki küçük boşluklara kapiler kuvvetlerle çekilir.
Ardından alaşımlanma meydana gelir ve eğer sıvı fazın ilk
baştaki oranı katı faz içerisindeki çözünürlüğünden küçükse
sinterleme sonunda sıvı faz yok olur. Peletin bulk hacmi
artar çünkü çözünmemiş sıvı faza bağlı olarak katı
partiküllerin oluşturduğu iskelet hacimce artarken, eriyen
partiküller pelet içerisinde büyük boşluklar bırakırlar [11].
Krank
Dişlisi
0,1
0,02
0,02
80 - 120
HB
5.2 Heterojen Malzemelerde Katı Hal Sinterlemesi
İki veya daha fazla değişik metal partikülleri içeren peletler
sinterlendiği zaman değişik metalik karakterdeki partiküller
arasında boyun oluşan noktalarda alaşımlanma meydana
gelir. Bu iki proses birbirini etkiler: Bir yandan, boynun
oluşma hızı yalnızca iki saf metal içerisindeki difüzyon
hızına değil boynun etrafında oluşan çeşitli alaşım
fazlarındaki değişik difüzyon hızlarına da bağlıdır. Diğer
yandan, boynun genişliği de alaşım oluşum hızını kontrol
eder. Bu etkileşimin sonucu iki metalin kimyasal
özelliklerine göre değişkenlik gösterir. Bu durum boyun
oluşum hızını arttırıcı veya geciktirici bir etki
gösterebileceği gibi bu hızı hiç etkilemeyebilir [7].
Ticari demir tozlarında alaşımlandırma amacıyla kullanılan
toz partiküllerinin ilave miktarı ana toza göre çok azdır.
Eğer demir tozunun ortalama partikül boyutu yaklaşık 100
um ise alaşımlandırma için yapılan partiküllerin boyutu da
20 um yada daha azdır. Benzer bir toz karışımıyla
sıkıştırılmış bir peletteki alaşım elementlerinin dağılımı
sinterleme prosesinin başlangıcında çok değişkendir.
Sinterleme
sırasında
alaşım
elementleri
demir
partiküllerinin yüzeyinden merkezine doğru difüzlenirler.
Homojenizasyonun hızı difüzyon katsayısına ve dolayısıyla
sıcaklığa bağlıdır.
Nikel, bakır ve molibden gibi yer alan elementler demir
içerisinde çok yavaş difüzlenirken karbon gibi ara yer
elementleri son derece hızlı bir şekilde difüzlenirler.
Alaşımlandırma elementinin yoğun bir demir matriks
içerisinde rastgele dağıldığını varsayarsak, istenilen
miktarda bir homojenizasyon elde etmek için gerekli süre tP
aşağıdaki formülle hesaplanabilir[7].
Sıvı bakır katı demirin tane sınırlarına kolaylıkla penetre
edebilir çünkü sıvı bakır — katı demir arayüzeyinde
depolanmış enerji ilk tane sınırlarında depolanmış olan
enerjiden azdır [11].
Saf demir partiküllerinin yerinde perlitik yapıdaki
karbonize demir partikülleri bulunduğu durumda sıvı bakır
ferrit ve sementit lamellerinin arayüzeyine doğru penetre
olur. Sonuç olarak katı partiküllerin oluşturduğu iskelet yer
ysr çökmekte ve peletin bulk hacmi azalmaktadır [11].
5.4 Alaşım Elementlerinin Sinterleme Prosesine Etkileri
5.4.1 Karbon
Demir tozu metalürjisinde Demir - Karbon sistemi iki
değişik amaç için kullanılır. İlk amaç parça karbürlenmiş
durumda yüksek sertlik ve aşınma direncine sahipken aynı
zamanda parçanın iç kısımlarının da yumuşak kalması
istenmesidir. Karbürizasyon ve sertleştirme sinterleme
işleminden sonra ilave ısıl işlem ile yapılır.
Diğer bir amaç elastiklik özelliği aranmadığı durumda
yüksek çekme mukavemetine sahip parça üretiminin
ekonomik olmasıdır. Bu parçanın her yerinde demiri
karbonla alaşımlandırarak elde edilir. Bu tip bir malzeme
üretiminin en yaygın yöntemi demir tozuyla grafiti
karıştırmaktır [9].
725
5.4.2 Bakır
5.4.4 Nikel
Bakır tozu demir tozuna temelde sinterlenmiş peletin
mukavenetini arttırmak için eklenir. Demir - bakır
peletlerin sinterlenmesi sırasında bakır yüzdesine bağlı
olarak boyutsal değişimler meydana gelir. Saf demir
parçalar genellikle sinterleme sırasında büzülürler. Artan
miktarlarda bakır tozu ekleyerek ve bakırın ergime
noktasının ( 1084 °C ) üzerinde sinterleme yaparak bu
büzülme tersine çevrilir ve sonuç olarak genleşmeye
dönüştürülür. Genleşme % 8 - 10 bakır ilavesine kadar
artan bakır miktarı ile artar bu da bakırın demir içinde
çözünebilme limitlerine bağlıdır ve bundan sonra azalır.
Az miktarda bakır ilavesi ( % 1 - 2,5 ) saf demir
peletlerinin sinterleme sırasındaki büzülmesini telafi etmek
için kullanılabilir.
Demir - Nikel karışımları yüksek mukavemet ve uzama
özellikleri istenen parçaların yapımında kullanılır. Demir
tozuna eklenen Nikel miktarı genellikle % 2 - 5 arasında
değişir.
Yüksek miktar bakır ilavesi ile oluşan genleşme parçayı dar
toleranslarda tutmayı ve sıkıştırma, kalibre ve işleme
sırasında aynı kalıpların kullanımını zorlaştırır. Bakır
ilavesinden kaynaklanan genleşmeleri elimine etmek için
demir tozlarına dengeleyici element olarak karbon, fosfor
yada WO3 ve W ilavesi yapılabilirken demir tozunun tane
büyüklüğü de küçültülebilir [9].
5.4.3 Bakır-Karbon
Demir tozuna hem bakır hemde karbon ilavesiyle bunların
teker teker ilavesinden çok daha iyi mukavemet ve yüksek
sertlik değerleri elde edilebilir. Aynı zamanda demir - bakır
ve demir - karbon peletleri sinterlerken karşılaşılan
güçlükler çok yada az miktarda elimine edilebilir.
Demir - bakır karışımlarına grafit ilavesi sinterleme
sırasındaki bakır büyümesini azaltır. Demir - karbon
karışımlarına bakır ilavesi atmosfer kalitesine bağımlılığı
azaltma eğilimi oluşturur , diğer bir deyişle bu
dekarbürleyici atmosferlerde dekarbürizasyonu önleme
eğilimindedir. Demir - bakırın yüksek maliyetleri ile iyi
işlenebilirlik ve düşük maliyetiyle kötü işlenebilirlik elde
etme fikrinden uzaklaşmak için bir dizi olasılık da
mevcuttur [9].
Demir - bakır - karbon karışımlarıdan üretilen parçaların
sinterlenmesi
dekarbürizasyonun
gerçekleşmediği
atmosferde yapılmalıdır yada dekarbürizasyon demir karbon karışımlarından üretilen peletlerde oluştuğu kadar
kolay oluşmamalıdır. Çifte sinterleme yapılmadığı taktirde
sinterleme bakırın erime noktası ( 1084°C ) üzerindeki
sıcaklıklarda yapılmalıdır. Çifte sinterleme yapıldığı
taktirde
ilk
sinterleme
düşük
sıcaklıklarda
gerçekleştirilebilir [9].
Sinterleme sıcaklığını ve sinterleme süresini arttırmak
mekanik özellikleri iyileştirir.
726
Nikel demir içine çok yavaş difüzlenir bu sebeple Fe - Ni
alaşımlarının
sinterlenmesinde
yüksek
sinterleme
sıcaklığına ve uzun bir sinterleme süresine ihtiyaç duyulur.
Eğer nikel tozunun tane boyutu çok küçükse alaşım oluşma
hızı arttırılmış olur. Bu sebeple genellikle 5 |im tane
büyüklüğüne sahip Nikel karbonil tozu kullanılır. Bu toz
çok pahalıdır fakat küçük ve komple parçaların üretiminde
eğer hammadde maliyeti bu toza kıyasla önemsiz
sayılabilecek kadar düşükse Nikel karbonil kullanımı
ekonomik olabilir. Sinterleme sıcaklığı en az 1250 - 1350
°C civarında olmalıdır ve 1 - 2 saat sinterleme yapılmalıdır.
Parçalanmış amonyak bu işlem için en uygun sinterleme
atmosferidir. Demir - Nikel karışımından yapılmış peletler
sinterleme esnasında büzülürler. Sinterleme sıcaklığında
yada süresinde yapılacak en ufak değişiklikler bile büzülme
miktarı üzerinde çok önemli etkiler oluşturabilir. Bu
sebeple fırına her saat başı beslenen peletlerin ağırlığı dahil
olmak üzere bütün değişkenler mümkün olduğu kadar sabit
tutulmalıdır. Aksi taktirde bir sinter lotu içindeki parçaların
boyutları değişkenlik gösterebilir [9].
5.4.5 Nikel - Bakır
Demir - Nikel karışımlarının büzülme problemi bakır
ilavesi ile dengelenebilir. Hem bu sebeple hem de bu
yöntemle çok iyi mekanik özellikler elde edildiği için
Demir - Nikel - Bakır karışımları toz metalürjisinde
sıklıkla kullanılmaya başlamıştır [9].
5.4.6 Bakır-Fosfor
Fosfor, bakır büyümesine engel olmak amacıyla kullanılır.
Eğer fosfor bakır yada demirfosfor olarak ilave edilirse
sinterlemede herhangi bir problem çıkmaz. Sinterlenmiş bir
Ict içindeki özellik değişkenliği en az seviyeye indirebilir.
% 2,5 Cu ve % 2,5 CU3P içeren bir demir tozu karışımının
1150°C de sinterlenmesi sonucu 100 - 104 HB arasında
değişen sertlik değerleri elde edilmiştir [9].
5.4.7 Kükürt
Kükürt demir tozuna temel alaşım tozu olarak ilave
edilebilir. Kükürt ilavesi genellikle % 0.5 civarındadır. Son
zamanlarda yapılan deneyler az miktarlarda kükürt
ilavesinin ( yaklaşık % 0.25 - 0.5 ) sinterleme sırasında
açık
gözeneklerin
kapanmasına
sebep
olduğunu
göstermiştir. Bu olay birbirine bağlı gözeneklerin sorun
yaratabileceği kaynak, elektrokaplama ve karbürizasyon
gibi ek işlemler öncesi çok avantajlıdır [9].
6. KALİBRE PROSESİ
Kalibre prosesi sinterleme sonrası parçanın geometrisinde
meydana gelen ölçüsel sapmaları elimine etmek için
parçaların preslerde nihai ölçüde kalıplar vasıtasıyla tekrar
sıkıştırılması prosesidir. Proseste kullanılan kalıplar ölçüsel
olarak sıkıştırma kalıplarından farklıdır ve parçanın son
ölçülerindedir. Eğer parçalara daha sonra bir talaşlı işlem
uygulanacaksa kalıbın ölçüsü bu işleme göre tasarlanabilir.
Bu prosesin temel amacı sinterlemede meydana gelen
ölçüsel değişiklikleri gidermenin yanı sıra parçada daha dar
ölçüsel toleranslar elde etmek ve yüzey kalitesini
arttırmaktır. Parça kalıba sokulurken prosesi kolaylaştırmak
ve kalıp ömrünü arttırmak için çeşitli yağlar kullanılır. Bu
yağlar kalibre esnasında kalıp yüzeyi ile parça yüzeyi
arasındaki sürtünme kuvvetlerini azaltırlar. Preste proses
için uygulanan basınç aynı parçanın sıkıştırılma prosesi
sırasında uygulanan basınçtan daha azdır [3,5]. Şekil 3'te
küresel bir yatak parçası için kalibre işleminin detayları
görülmektedir. Kalibre öncesi parçanın boyu uzunken ve
küre formu oluşmamışken kalibre sonrası hem bu küresel
form oluşturulmakta hem de parça istenilen toleranslarda
elde edilmektedir.
Yükleme
Kalibre
Şekil 4. Bir küresel yatak parçası için kalibre işleminin aşamaları
Kalibre
öncesi
Proses için kullanılan kalıplar parçanın geometrisine göre
değişik şekilde dizayn edilebilirler. Yağ pompa dişlilerinde
ve krank dişlilerinde alttan maçalı kalıplarla kalibre
yapılırken, pistonlar için çok sık olmamakla birlikte üstten
maçalı kalıplar da kullanılabilir.
Kalibre
sonrası
Şekil 5'de bir pistonun kalıba yerleştirilmesi ve üstten
maçalı kalıp ile kalibre edilmesi görülmektedir [9].
Yüklere
Kalibre
Şekil 3. Bir küresel yatak parçasının kalibre öncesi ve sonrası
görüntüsü [9]
Proses parçanın kalıba yüklenmesi, parçanın sıkıştırılması
ve kalıptan çıkarılması şeklinde üç aşamada gerçekleşir. Bu
proses parçanın geometrisine ve presin kapasitesine bağlı
olarak otomatik yada manuel olarak yapılabilir. Manuel
olarak saatte 600 - 800 adet parça kalibre edilebilirken
otomatik preslerde bu adet 1200 - 2400 arasında
değişmektedir. Bir amortisör pistonundan saatte 1800 adet
kalibre yapılabilirken yağ pompa dişlilerinden 600 - 800
adet krank dişlilerinden de 500 - 600 adet kalibre
yapılabilmektedir. Şekil 4'de, küresel bir yatak parçasının
kalıba yüklenmesi ve kalibre edilmesi şematik olarak
gösterilmektedir [9].
727
Şekil 5. Bir pistonun kalıba yerleştirilmesi ve üstten maçalı bir
kalıp ile kalibre edilmesi
Amortisör pistonlarında amortisörün performansına etki
eden bir diğer faktör de pistonun alt ve üst yüzeyinde
bulunan kademe düzlükleridir. Bu düzlükler pistonun
üstüne yerleştirilen pullar için oturma yüzeyi teşkil ederler.
Bu sebeple bu düzlüklerin birbirlerine göre konumları ve
yüzey kaliteleri çok önemlidir. Kalibre prosesinde bu
düzlükler birbirlerine göre 13 (im gibi dar bir toleransta
elde edilebilmektedir ve yapılan formlu kalibre kalıpları
sayesinde bu düzlükler son derece yüksek yüzey kalitesine
sahip olacak şekilde üretilirler. Yağ pompa ve krank
dişlilerinde de profilli yüzeylerin kalitesi çok önemlidir.
Çünkü bu yüzeyler parçanın aktif çalışan yüzeyleridir.
Kalibre operasyonunda uygun kalıplama teknikleriyle bu
yüzeyler son derece yüksek yüzey kalitesinde elde
edilebilirler. Ayrıca bütün bu ürün gruplarında prosesten
elde edilebilen ölçüsel değerler de parçanın kullanımında
büyük avantajlar sağlar. Kalibre prosesinden sonra
parçalarda belirlenen ölçüsel değerler Tablo 4'te verilmiştir.
Her iki ürün grubunda da işlemeyi kolaylaştırmak için MnS
içerikli hammaddeler kullanılır. Bu tip hammaddeler
prosesi kolaylaştırmanın yanı sıra işlem sürelerini
azaltmakta ve kalem ömürlerini arttırmaktadır. Talaşlı
imalat sonrası belirlenen ölçüsel değerler Tablo 5'te
verilmiştir.
Tablo 4. Amortisör pistonu, yağ pompa dişlisi ve krank dişlisinin
kalibresinden sonra belirlenen ölçüsel değerler
Çapak alma prosesleri parçaların daha önceki proseslerden
kaynaklanan çapaklarının alındığı proseslerdir. Üç ayrı
yöntemle gerçekleştirilir [1].
Toleranslar
( mm )
Boy
iç Çap
Dış Çap
Konsantriklik
Diklik
Yoğunluk (g/cm3)
Sertlik
Piston
0,1
0,01
0,02
0,05
6,0 - 6,3
25-50 HRB
Yağ
Pompa
Dişlisi
0,1
0,01
0,01
0,05
0,04
6,3 - 6,7
60-120
HB
Krank
Dişlisi
0,15
0,01
0,01
0,07
6,7 - 6,9
90-130
HB
Bu proses sonrası amortisör pistonları ve yağ pompa
dişlileri talaşlı imalata alınırken krank dişlileri buharlı
meneviş işlemine tabi tutulurlar.
7. TALAŞLI İMALAT
Kalibre prosesinden sonra amortisör pistonları ve yağ
pompa dişlileri talaşlı imalata tabi tutulurlar.
Bu proseste amortisör pistonlarına genelde sıkıştırma
prosesi esnasında oluşturulması mümkün olmayan yatay
doğrultudaki kanallar ve pahlar açılır. Ayrıca yine
kalıplama esnasında oluşturulamayan bazı emme ve eksoz
delikleri de bu proseste matkapla delmek vasıtasıyla elde
edilir. Pistonların sekman kanalları ve pahları ise yine basit
işlevli otomat torna tezgahlarında açılır. Pistonlar bu
prosesteki işlemleri tamamlandıktan sonra buharlı meneviş
işlemine tabi tutulurlar [1].
Yağ pompa dişlileri basma ve kalibre operasyonunda elde
edilemeyecek kadar dar toleranstaki ölçüleri için talaşlı
imalata tabi tutulurlar. Bu proseste genelde parçaların boy
ve dış çapları işlenir ve çok dar toleranslarda ve yüksek
yüzey kalitesine sahip parçalar elde edilir. Bu parçalar ise
talaşlı imalat sonrası işlemelerden kaynaklı çapakların
giderilmesi için rotofınish ya da fırçalama gibi çapak alma
proseslerine tabi tutulurlar [1].
Tablo 5. Amortisör pistonu ve yağ pompa dişlisinde
talaşlı imalat sonrası belirlenen ölçüsel değerler
Toleranslar
(mm)
Boy
Kanal
Konsantriklik
Diklik
Piston
0,015
0,05
0,05
Yağ
Pompa
Dişlisi
0,012
0,025
0,05
8. ÇAPAK ALMA
Rotofınish yönteminde parçalar vibrasyonlu tezgahlarda
aşındırıcı seramik taşlarla vibrasyona tabi tutulurlar. İşlem
sırasında yağları ve fırından kaynaklanan isleri gidermek ve
paslanmayı önlemek için antikorozif kimyasallar kullanılır.
İşlem süresi yaklaşık yarım saattir ve işlem sonrası parçalar
kurutma işlemine tabi tutulur. Yağ pompa ve krank
dişlilerinin çapakları genellikle bu yöntemle alınır.
Fırça işlemi ise yine genellikle yağ pompa dişlilerine
uygulanır. Parçaların çapaklı yüzeyleri uygun aparatlar
vasıtasıyla yüksek devirlerde dönen silindirik fırçalara
temas ettirilir ve bu sayede çapakları alınır. Fırçaların telleri
genellikle silisyum esaslı malzemelerden imal edilmiştir.
Yerine göre ince telli çelik fırçalar da kullanılır.
Tamburlama işlemi ise aşındırıcı ortam olarak parçanın
kendisinin kullanıldığı işlemdir. Parçalar dönen tambur
cihazlarına boşaltılır ve bu dönme esnasında parçalar
birbirlerinin keskin yüzeylerini aşındırır. Bu işlem genelde
yüksek hassasiyet istenmeyen basit parçalara uygulanır.
9. BUHAR İŞLEMİ
Buhar işlemi toz metalürjisi yöntemiyle üretilen parçalara
uygulanan bir tür ısıl işlemdir. İşlem kazan tipi fırınlarda
gerçekleştirilir. İşlem sıcaklığı genellikle 600 - 650 °C'dir.
Parçalar fırına yerleştirildikten sonra fırın kademeli olarak
ısıtılır. Bu sırada buhar üreticisinde 180 - 200 °C'de su
buharı elde edilir. Fırın sıcaklığı 600 °C'ye ulaştığında su
buharı 6 - 1 0 atm. basınçla fırına verilir. Meydana gelen
termal etki ile parça yüzeylerinde Fe3O4 oluşur. Bu bir nevi
bilinçli oksitlendirme de sayılabilir. Daha sonra parçalar
kontrollü olarak soğutulur ve fırın sıcaklığı 450 °C'ye kadar
düştüğünde parçalar fırından çıkarılır [1].
728
Bu prosesin avantajları ise şöyle sıralanabilir:
•
•
Oluşturulan bu Fe3O4 tabakası paslanmayı önler.
Ayrıca oluşan tabaka yüzeydeki bütün gözenekleri
kapadığından yüzeyde daha dolu bir malzeme elde
edilmiş olur ve yüzeysel sertlik artar.
Bu işlem Amortisör pistonlarının ve krank dişlilerinin
büyük kısmına uygulanırken yağ pompa dişlilerine çok
nadiren de olsa uygulanmaktadır. Bu proses sonrası bu
parçalarda tespit edilen sertlik değerleri Tablo 6'da
verilmiştir.
11. KAYNAKLAR
Tablo 6. Amortisör pistonu, yağ pompa dişlisi ve krank dişlisinde
buhar işlemi sonrasında tespit edilen sertlik değerleri
Piston
Sertlik
130-150
HB
Yağ
Pompa
Dişlisi
50-90
HRB
6,9 g/cm olarak belirlenmiştir. Kalibre prosesinden sonra
amortisör pistonları ve yağ pompa dişlileri talaşlı imalata
tabi
tutulurlar.
Çapak
alma
işleminden
sonra
gerçekleştirilen buhar işlemi sonrası amortisör pistonlarında
130-150 HB, yağ pompası ve krank dişlilerinde 50-90 HRB
sertlik değerleri ölçülmüştür. Krank dişlisinin kırılma
değeri 177 MPa olarak belirlenmiştir.
Krank
Dişlisi
50-90
HRB
Krank dişlisinin radyal kırılma testi yapılarak bulunan
kırılma değeri ise 177 MPa olarak belirlenmiştir.
10. SONUÇLAR
Toz metalürjisi yöntemiyle hızlı ve seri biçimde üretim
yapılırken hammadde kayıpları da en düşük seviyelerdedir.
345-470 MPa sıkıştırma basınçlarında 5,8-6,8 g/cm3 ham
yoğunluklar elde edilmiştir. Amortisör pistonu, yağ pompa
dişlisi yada krank dişlisinin sinterlenmesi 1120-1150 °C
sıcaklıklarda 25 dakika sürede gerçekleştirilmektedir.
Amortisör parçalarında atmosfer gazı olarak daha çok
parçalanmış amonyak kullanılırken yağ pompa ve krank
dişlisi parçalarında daha yüksek sertlik değerleri elde
edebilmek amacıyla propan esaslı atmosfer kullanılır.
Sinterleme sonrası amortisör pistonlarında 15-35 HRB, yağ
pompa dişlilerinde 50-110 HB ve krank dişlilerinde 80-120
HB sertlik değerleri ölçülmüştür. Kalibre prosesesi sonrası
ise amortisör pistonlarında 25-50 HRB, yağ pompa
dişlilerinde 60-120 HB ve krank dişlilerinde de 90-130 HB
sertlik değerleri ölçülmüştür. Ayrıca kalibre prosesi sonrası
amortisör pistonlarının yoğunlukları 6,0-6,3 g/cm3, yağ
pompa dişlilerinin 6,3-6,7 g/cm3 krank dişlilerinin ise 6,7-
[I] A. Ataş, Tozmetal Tic. ve San. A.Ş. Eğitim
Dokümanları, Tozmetal Tic. ve San. A.Ş., Büyük Çekmece,
İstanbul 1999.
[2] A. Ekşi ve S. Sarıtaş, "İzostatik Preslemede Prensipler
ve Uygulamalar", 1. Ulusal Toz Metalürjisi Konferansı
Bildiriler Kitabı, Editör: S. Sarıtaş, Gazi Üniversitesi,
Ankara, 16-17 Eylül 1996, s-229-245.
[3] A. Ersümer, "Toz Metalürjisi", İTÜ Kütüphanesi Sayı:
300, İTÜ Matbaası Gümüşsuyu-İstanbul, 1970.
[4] A. Lawley, "Atomization : The Production of Metal
Povvders", Monographs in P/M Series No: 1. Metal
Povvders Industries Federation, Princeton, New Jersey, 111, 1992.
[5] F. V. Lenel, "Powder Metallurgy - Principles and
Applications", Metal Povvders Industries Federation,
Princeton, New Jersey, 1972
[6] G. Bockstiegel, " On the Rate of Sintering", J. Metals,
Vol. 8, 1956,580-585.
[7] G. C. Kuczynski, "Self-Diffusion in Sintering of
Metallic Particles", J. Metals, Vol. 1, No: 2, 1949, 78-169.
[8] G. C. Kuczynski, N. A. Hooton ve C. F. Gibson, "
Sintering Related Phenomena", Materials Science
Research, Vol. 6, Plenum Pres, New York, 1973.
[9] "Höganas Iron Povvder Handbook", Hoeganes Sponge
Iron Corp., Riverton, N.J., U.S.A., 1963.
[10] J. T. Norton, "Interaction Betvveen Metals and
Atmospheres During Sintering", J. Metals, Vol. 1, 1956,
43-49.
[II] R. M. German, "Liquid Phase Sintering", Plenum
Press, New York, 1985.
[12] S. C. Okumuş ve M. L. Öveçoğlu, " Toz
Metalürjisinde Atomizasyon Yöntemi ve Bu Yöntemle
Üretilen Fe-esaslı Malzemeler", Metal Dünyası, 1 (8),
1993, s-26-39.
729
I. DEMİR-ÇELİK SEMPOZYUM BİLDİRİLERİ / 83
tmmob
tmmob
makina mühendisleri
metalürji mühendisleri
odası
odası
"Demir-Çelik ve alaşımlarının yüksek
sıcaklıkta oksidasyonu ve oksidasyondan
korunma yolları "
Cevat SARIOGLU
Marmara Üniversitesi Mühendislik Fakültesi
Metalürji ve Malzeme Mühendisliği Bölümü
Demir-Çelik ve Alaşımlarının Yüksek Sıcaklıkta Oksidasyonu ve
Oksidasyondan Korunma Yolları
Cevat Sarıoğlu
Özet:
Çelik, genelde % 2.1'e kadar karbon (C) ve ana element olarak demir (Fe)içerir. Çelik alaşımları, Ni,
Cr, Si, Mn gibi alaşım elementleri içeren ve az miktarda P, S ve N içeren Fe bazlı alaşımlardır. Demir (Fe) en
hızlı oksitlenen metallerdendir. Oksidasyon hızı sıcaklığa ve ilave edilen alaşım elementlerine bağlıdır. Bazı
elementler oksidasyon hızını azaltmaktadır. Çeliğe, alaşım elementleri belirli miktarın üzerine ilave edildiğinde
alaşım yüzeyinde doğal olarak Cr 2 O 3 ve A12O3 koruyucu tabakaları oluşmaktadır (paslanmaz çelikler). Bu
koruyucu tabakalar alaşımın yüksek sıcaklıklarda hızlı bir şekilde oksidasyona uğramasını engellemektedir.
Oluşan A12O3 veya Cr 2 O 3 tabakalarının uzun süre izotermal ve cyclic oksidasyon sırasında alaşım üzerinde
durması ve alaşımı oksidasyona karşı koruması için, alaşıma az miktarda reaktif elementi (% 0.1Y gibi) ilave
etmek veya alaşımdaki kükürt miktarını ppm (milyon da bir atom) seviyesine indirmek gerekmektedir.
Anahtar sözcükler: Demir, Çelik, Oksidasyon, Korozyon, Alüminyum oksit, Krom oksit, Çelik alaşımları,
Reaktif element, Yitrium.
1. GİRİŞ:
2.
Demir çelik ve alaşımları hala en yaygın
olarak
kullanılan
malzemelerdir.
Otomobil
sektöründen çelik mobilyaya, mutfak aletlerinden
inşaat yapı malzemelerine geniş bir kullanım alanına
sahiptir. Demir çelik ve alaşımları, üretim sırasında ve
kullanıldığı ortamlarda oksidasyon problemiyle karşı
karşıyadır. Çelik içerisindeki demir (Fe) hava ile
temas halinde olduğunda oksitlenmekte ve sıcaklığa
bağlı olarak FeO (vustit), Fe 3 O 4 (magnetit) ve Fe 2 O 3
(hematit) oluşmaktadır. Oksidasyon sırasında çelik
içerisindeki Fe oksit olarak kaybedilir ve bu da
malzeme kaybına ve bazen de mekanik ve fiziksel
özelliklerin de bozulmasına yol açar. Bu sebeple, hem
üretim sırasında hem de kullanım sırasında çeliğin
oksidasyonunu engellemek gerekmektedir.
Çelik içinde % 2.1'e kadar karbon (C)
bulundurur. Çelik alaşımları, Ni, Cr, Si, Mn gibi
alaşım elementleri içeren ve az miktarda P, S ve N
içeren Fe bazlı alaşımlardır. Alaşım elementleri ve
mikro yapılarına göre çok değişik isimler ile anılırlar.
Çeliğin oksidasyonunu incelemeden önce saf
metallerin (Fe gibi) nasıl oksitlendiği ve oksitlenmeyi
kontrol eden parametrelerin neler olduğuna bakmak
gerekir. Aşağıda bu incelenecektir ve daha sonra
alaşım elementlerinin oksidasyonu nasıl etkiledikleri
ve koruyucu oksit tabakası oluşum koşulları
anlatılacaktır. Koruyucu A12O3 ve Cr 2 O 3 tabakalarının
sürekli olarak alaşım üzerinde muhafaza edilmesinin
şartları da tartışılacaktır.
Oksidasyon hava ile (havadaki oksijen ile)
metalin reaksiyona girmesi sonucu oksit ürününün
ortaya çıkmasına denir.
Şu genel formülle ifade
edilebilir:
OKSİDASYON MEKANİZMASI:
M ( k ) +O 2 ( g ) = MO'22 (s)
(k)
Bu reaksiyonun olup olmayacağını termodinamik bize
söyler, fakat ne kadar bir sürede olacağını hakkında
bilgi vermez. Kinetik, bize bu reaksiyonun ne kadar
bir sürede olacağı hakkında bilgi verir. Önce,
oksidasyon reaksiyonunun termodinamiği ve hangi
şartlarda reaksiyon meydana geleceği incelenecek,
daha sonra, bu reaksiyonun kinetiğini neler etkiler ve
reaksiyon
hızı
nasıl
hesaplanır,
konularına
değinilecektir.
2.1 Oksidasyon Reaksiyonunun Termodinamiği:
Şekil l'deki Ellingham diyagramları, hangi
şartlar altında metalin oksitleneceği hakkında bilgi
verirler (1,2).
Bu diyagramlarda, serbest enerji
değişimi (bütün maddelerin standart durumda olduğu
zaman), A Go (kcal/her O2 molekülü için) sıcaklığa
(°C) bağlı olarak gösterilmiştir. Eğer metal (M) ve
metal oksit'in (MO2) aktiviteleri bir olarak alınırsa
(saf metalin oksidasyonunda olduğu gibi), M ile
MO 2 'in aynı anda bulunabileceği oksijen kısmı
basıncı (Po
gösterilebilir:
733
(1)
2
), Reaksiyon (1) kullanılarak şöyle
MIMO2
oksitlerin aktiviteleri bir olarak yani bunların standart
halde oldukları kabul edilmişlerdir.
Yukarıda
bahsedildiği gibi, bu diyagramlar kullanılarak
aktiviteleri birden farklı olan metal ve metal oksitler
için de kısmı oksijen basınçları hesaplanabilir. Bu
diyagramlar,
farklı
oksitleri
karşılaştırmada
yararlıdırlar. Bu diyagramlara bakarak, hangi metal
daha kolay (daha düşük kısmı oksijen basınçlarında)
oksitlenir anlaşılabilir. Örneğin, alüminyum (Al), Fe
'e nazaran daha düşük kısmı oksijen basınçlarında
oksitlenir. Bu yüzden A12O3, FeO 'e göre daha
kararlıdır, Şekil 1. Alaşımlarda, tercihli oksidasyon ile
koruyucu A12O3 ve Cr2O3 tabakalarının oluşması, bu
oksitlerin kararlı olmaları ile doğrudan ilişkilidir ve
Ellingham diyagramları bu konuda bize bilgi verir.
AG°
~RT~
11
HT
»""
)«"•
UT*
ı
CT*
2.2 Oksidasyon Reaksiyonunun Kinetiği:
Şekil 1: Bazı oksitlerin oluşum Standard serbest
enerjileri. (•), metalin erime noktasını ve (*) kaynama
noktasını belirtir. ( A), oksitlerin erime ve kaynama
noktasını belirtir (2).
Yukarıda
oksidasyon
reaksiyonun
termodinamiğini anlatırken, reaksiyonun hangi şartlar
altında olup olmayacağından bahsedildi. Reaksiyonun
ne kadar bir sürede olacağından ve hızından
bahsedilmedi. Reaksiyonun kinetiği, reaksiyonun
hızının ne olacağını ve reaksiyonun hızının neye bağlı
olduğunu (reaksiyonun hızını neler kontrol ettiğini)
gösterir.
Eğer Reaksiyon (l)'deki metal oksit (MO2),
metal üzerine sürekli bir tabaka oluşturursa,
reaksiyonun devam etmesi için ya M yada O' nin bu
tabakadan geçmesi, yani difüzyonu gerekmektedir,
Şekil 2.
Metal
M
MO
Cafions
Alaşımların oksidasyonunda, metal ve metal
oksitlerin aktiviteleri, özellikle metalin aktivitesi bir
olmayabilir. Bu durumda, Reaksiyon (l)'den denge
Anıom
oksijen kısmı basıncı ( PQ ) tekrar hesaplanabilir.
eq
_
)M IMO,
AG°
-expRT
aMO2
(3)
M - H," 1 7t'
M " " • İ V • jO, • M O
'nün belirli bir sıcaklıkta değeri Ellingham
diyagramlarından bulunabilir, Şekil 1. Bu oksidin
ayrışması için gerekli olan oksijen kısmı basıncıdır.
Bu değerin üzerinde metal oksitlenir. Alaşımlarda ise
Formül (3) de görüleceği gibi, bu değer metal ve metal
oksidin aktivitelerine bağlıdır. Genelde, metal oksidin
aktivitesi bir alınır, bu durumda, alaşımlarda metalin
aktivitesi bir den küçük değerlere sahip olduğundan,
( P£ )'nin değeri çok daha büyük olur ve daha yüksek
oksijen kısmı basınçlarında oksitlenme olur.
Şekill'de gösteriliği gibi CO-CO2 ve H2-H2O
atmosferleri
içinde
Ellingham
diyagramları
oluşturulmuştur (2). Bu diyagramlarda metal ve metal
734
Şekil 2: Şematik olarak oksit tabakasının oluşması (1).
Belirli bir kalınlığa ulaşıldığı zaman
difüzyon, reaksiyonun hızını kontrol eder. Oksit
kalınlığının değişme hızı, x, aşağıdaki formülü izler.
dx k'
— = —
dt
x
k' , parabolik hız sabiti olarak isimlendirilir ve birimi
2
cm /sec dır. İnteğral formu şöyledir:
2
2
x (t)-x (t0)=2k'(t-t0)
(5)
t0, difıizyon kontrolünün başladığı zamandır. Tabaka
kalınlığındaki değişim, ağırlıktaki değişim olarak da
ifade edilebilir:
r=2*(iU=2*{r
V7
\
(7)
bilinmektedir. Fe-0 faz diyagram Şekil 3' de
görüldüğü gibi mevcuttur. Faz diyagramına bakılırsa
görülür
ki,
570°C'nin
altında
FeO
fazı
oluşmamaktadır. 570°C'nin altında beklenen oksit
tabakalarının sırası, metal (Fe)/Fe3O4/Fe2O3/Gaz dır.
Sewell ve Cohen Fe 'in 200°C de oksidasyonunu
çalışmışlardır ve oluşan oksit tabakalarının yukarıda
belirtildiği gibi olduğunu gözlemişlerdir (5).
570°C'nin üzerinde bütün oksitler oluşabilir, FeO,
Fe2O3 ve Fe3Û4. Oksit tabakaları şöyle dizilmesi
beklenmektedir, metal(Fe)/FeO/Fe3O4/Fe2O3/Gaz.
(ametal
V
ÜOOj-
eğer oksijen ise)
Mx, ametalin atom ağırlığı, Zx ametal X 'in değerliği |
(oksijen gibi) ve V, tabakanın eşitsel hacmi olarak î
tanımlanırlar. k"nin birimi g2cm"4 sec"1 dır.
Wagner 'in teorisi, oksit tabakası oluşumu
sırasında katyon (örneğin M) iyonlarının ve anyon
(örneğin O) iyonlarının difüzyonları ile reaksiyon hız
sabiti (k') arasındaki ilişkiyi ortaya koymuştur. Bazı
kabuller yapılmıştır, örneğin iyonların veya
elektronların hareketleri oksidasyon hızını kontrol
eden süreç olduğu, Şekil 2. Wagner 'in teorisi ile
katyon ve anyonların difüzyon sabitleri (D o ve DM)
sıcaklık, parabolik hız sabiti (k') ve oksijen kısmı
basıncına (P02) bağlı olarak hesaplana bilmektedir.
Buna ilave olarak Wagner teorisi ile parabolik
oksidasyon hızını ne tip difüzyon halindeki madde,
örneğin katyon ve anyon iyonları kontrol ediyor
anlaşılabilir. Meier, Birks and Pettit, bu kunuyu
detaylı olarak incelemişlerdir (1,3,4). Wagner 'in
teorisine göre parabolik oksidasyon hız sabiti şöyle
ifade edilebilir:
*-n
(8)
Gaz/oksit ve metal/oksit tabakası arayüzeylerdeki
oksijen aktiviteleri sırasıyla PO2 (g) ve PO2(m) dır,
Şekil 2. Wagner 'in teorisi ile hesaplanan parabolik
hız sabiti deneysel olarak hesaplanan hız sabiti ile çok
yakın değerlerdedir (özellikle Co için). Bazı metaller
de, Ni gibi, hesaplanan parabolik hız sabitleri (k')
deneysel değerlerden sapma göstermişlerdir(l,3,4).
2.3 Fe 'in Oksidasyonu:
Fe 'in oksidasyonu en yaygın çalışılan
konulardan bir tanedir. Onun için sıcaklık ve oksijen
basıncına göre oluşan oksitler çok net olarak
735
1 /
Şekil 3: Fe-O faz diyagramı (1).
FeO(vustit) fazı, NaCl kristal yapısına sahip,
p-tipi yarı iletken olup geniş bir stokiyometri aralığına
sahiptir (Fe09sO ile FeossO arasında). Bu kadar
yüksek katyon boşluk konsantrasyonu ile katyon ve
elektron
taşınım
hızları
yüksek
olması
beklenmektedir. Fe3O4 (magnetit) ters spinel kristal
yapısına sahip (Fe+2 iyonları oktahedral yerlere, Fe+3
iyonları tetrahedral yerleri işgal etmişlerdir). Her iki
yer de de hata oluşur ve bu yüzden Fe iyonları
tetrahedral ve oktahedral pozisyonlar vasıtasıyla
diflizyona uğrayabilir. Fe2O3 (hematit), korondum (oeFe2O3) veya kübik (y-Fe2O3) kristal yapılara sahip
olabilir. 400°C'nin üzerinde a-Fe2O3
oluştuğu
gözlenmiştir. Bu oksit için oksijen iyonunun mu yada
Fe iyonunun mu hareketli olduğu kesin olarak belli
değildir (1).
Şekil 4: 570°C'nin üzerinde Fe'in oksidasyon
mekanizması ve oluşan oksit tabakları (1).
Yüksek sıcaklıkta, 570°C'nin üzerinde öne
sürülen oksidasyon mekanisması Şekil 4'de
belirtilmektedir.
Fe'in oksijenle reaksiyonu
sonucunda
çok
tabakalı
oksitler
oluşur,
Fe/FeO/Fe3O4/Fe2O3 şeklinde (Fe-O faz diyagramında
olduğu gibi, Şekil 3), Şekil 4 (1).
Fe/FeO ara yüzeyinde, Fe aşağıdaki
reaksiyona göre iyonlaşır.
Fe = Fe2++2e~
(9)
Fe iyonları ve elektronlar FeO içinden Fe
boşluklarını ve elektron hollerini kullanarak
FeO/Fe3O4 ara yüzeyine doğru hareket ederler ve
burda aşağıdaki reaksiyon ile FeO (vustit) oluşur.
Fe2+ + 2e~
4
= 4FeO
(10)
Fe iyonları (Fe+2 ve Fe+3) ve elektronlar
Fe3C>4 tabakası içinde tetrahedral ve oktahedral
pozisyonları (boşlukları) kullanarak Fe2<)3/Fe304 ara
yüzeyine hareket ederler. Fe2O3/Fe3O4 ara yüzeyinde,
Fe203 indirgenerek aşağıdaki reaksiyon ile Fe 3 O 4
oluşur.
Fe"+ +ne'
4Fe2O3 =
elektronlar ile reaksiyona girecektir ve aşağıdaki
reaksiyon ile Fe203 oluşacaktır
Fe 3+
= Fe2O3
(14)
Böylece yeni Fe203, Fe203/Fe304 arayüzeyinde
oluşacak ve içeriye doğru büyüyecektir.
FeO
(vustit)'deki
hareket
halindeki
boşlukların sayısı (defects) diğer hematit ve mağnetite
göre çok daha fazla olduğu için, oluşan FeO tabakası
diğer hematit ve magnetit tabakasına göre çok daha
kalındır.
1000°C 'de Fe0:Fe3O4:Fe2O3 tabaka
kalınlıkları oranı 95:4:1 şeklindedir.
570°C'nin
üzerinde FeO tabakası kalınlığı diğerlerine göre çok
daha büyük olduğundan bu tabakanın büyüme hızı
toplam oksidasyon hızını belirler. Bu yüzden Fe 'in
oksidasyon hızı, 570°C'nin üzerinde yüksektir. Diğer
metallerle (örneğin Al ve Si) kıyaslanırsa, Şekil 5'de
görüleceği gibi Fe, en hızlı oksitlenen metallerden bir
tanesidir. Oksidasyon, difüzyon kontrollü olduğu için
paraboliktir ve parabolik hız sabiti Formül (6)
kullanılarak deneysel olarak hesaplanmiştir, Şekil 5.
(11)
"n" değeri Fe+2 iyonu veya Fe+3 iyonuna bağlı olarak 2
veya 3 değerini alabilir.
Fe203 (hematit) tabakasında, daha önce
belirtildiği gibi, Fe iyonları veya oksijen iyonları
hareket halinde olabilir ve buna bağlı olarak tabaka
(scale) oluşur.
Eğer Fe iyonları Fe203 içinde Fe boşluklarını
kullanarak Fe203/gaz arayüzeyine doğru hareket
ederse, yeni Fe2O3 (hematit) bu arayüzeyde aşağıdaki
reaksiyon ile oluşur.
2Fei+ +6e~ +3/2O2 = Fe2O3
(12)
3. KORUYUCU OKSİT TABAKASI OLUŞUMU:
Aynı zamanda bu arayüzeyde oksijen gazı aşağıdaki
reaksiyonla iyonize olur.
\/2O2+2e~ = O2~
Şekil 5: Bazi oksitlerin parabolik hız sabitleri (k )
(O-
(13)
Bu şekilde hematit tabakası Fe2O3/gas arayüzeyinde
oluşmuş olur ve zamanla büyür, Şekil 4.
Eğer oksijen iyonları hematit içerisinde
hareket halinde iseler, oksijen iyonları Fe2O3 içinden
Fe203/Fe3O4 ara yüzeyine doğru hareket edecek ve bu
ara yüzey de yukarıda belirtildiği gibi, magnetit
oluşturmak için gelen fazla Fe +3 iyonları ve
736
Fe bazlı alaşımlarda ve diğer teknolojik
olarak önemli alaşımlarda ortak özellik hem çözücü
hemde çözen atomların oksitlenmesidir. Wagner,
alaşımların oksitlenmesini iki katogoride incelemiştir:
(1) soylu (değişiklik göstermeyen elementler, Pt, Ag
ve Au gibi) ana element ile alaşım elementi (Pt-Ni
gibi) ve (2) soylu olmayan ana element ile soylu
olmayan alaşım elementleri. Fe bazlı alaşımlar, FeCr, Fe-Si, Fe-Cr-Al, Fe-Ni-Cr ve Fe-Cu alaşımları, bu
ikinci katogoriye girmektedirler.
Koruyucu tabaka oluşturmanın amacı
alaşımı, özellikle yüksek sıcaklıklarda, oksidasyona
karşı korumaktır. Koruyucu tabakadan istenilen
özellikler istenilen sıcaklık ve oksijen kısmi
basınçlarında kararlı olması, Şekil 1 ve çok yavaş
büyümesi, yani düşük parabolik hızlara sahip olmaları
dır, Şekil 5. Şekil 1 ve 5'de görüldüğü gibi, bunu
sağlayan oksitler, SiO2, Cr203 ve A12O3 dır.
3.1 Koruyucu Oksit Tabakası Oluşum Şartları:
Koruyucu
tabakanın
tercihli
olarak
oluşturulması ve uzun süre muhafaza edilmesi için
alaşıma, yeterli miktarda alaşım elementi ilave
edilmesi gerekmektedir. Şekil 6 'de şematik olarak
tercihli oksidasyon gösterilmektedir. B'nin oksiti BO
ve
A'nın
oksiti
AO
normal
atmosferde
oluşmaktadırlar. Fakat BO, AO'dan daha kararlı
olmak zorundadır ki tercihli olarak dış yüzeyde
oluşarak, sürekli koruyucu tabaka olsun. Yeterince B
olmadığı zaman oluşacak yapı Şekil 6a olduğu gibi iç
(internal) oksit zonu ve dış AO oksit tabakası. B
miktarını kritik değere kadar artırırsak, BO tercihli
olarak oluşur (1,3,4).
j-xW -+|
A-8
;.; * ,
V..BO.
b.
A-B
Şekil 6: Şematik olarak (a) A-B alaşımının (az
miktarda B içeren) oksidasyonu ve (b) A-B alaşımının
(yeterince B içeren) oksidasyonu ve BO'in tercihli
olarak oksitlenmesi (3).
Bu kritik alaşım element miktarı, Wagner
tarafından hesaplanmıştır. Bu kritik çözünen element
(solute) konsantrasyonundan düşük değerlerde, iç
(internal) oksidasyon oluşur, Şekil 6a. A-B alaşımı
için bu kritik değer şöyle hesaplanır:
\l/2
M
(15)
No, oksijenin alaşım içinde çözünürlüğü ve Do,
oksijenin alaşım içindeki difüzitesi. DB ise çözünen
element difüzitesi. g* faktör (genel olarak 0.3 alınır).
VM ve VOx, alaşım ve oksitin molar hacimleri.
Formül (15)'den görüleceği gibi, sürekli koruyucu
tabakanın oluşması için gerekli çözünen element
konsantrasyonu, oksijenin alaşım içinde çözünürlüğü
ve difüzitesi artıkça, artmaktadır. Çözünen elementin
difüzitesi (DB) artikça bu değer (NB*) düşmektedir.
İstenilen,
mümkün
olduğunca
düşük
konsatrasyonlarda B ilave etmektir. Bunun için
alaşımdaki çözülen elementin (B) difüzitesinin hızlı
olması ve oksijen çözünürlüğünün (N o ) ve
difüzitesinin (D o ) düşük olması gerekmektedir.
Wagner'in modeli, genelde hangi parametrelerin
tercihli oksidasyonu kolaylaştırdığı bağlamında bir
fikir vermektedir, fakat gerçek sistemlerde, kritik
değer (NB) Wagner'in modeline göre hesaplanandan
daha fazla olmaktadır.
Koruyucu tabakanın sürekli olarak zamanla
muhafaza edilebilmesi için, çözünen element (B)
konsantrasyonunun en azından belirli bir seviyenin
altına düşmemesi gerekmektedir. Bu seviye Wagner
tarafından yaklaşık olarak aşağıdaki formülle
hesaplanmıştır.
16Z
ZB , B'nin değerliği ve DB , B'nin difüzitesi. VM,
alaşımın molar hacmi. Yukarıdaki formül (16)
gösteriyorki, koruyucu tabakanın uzun zamandaki
kararlılığı kinetik (k") ve thermodynamik faktörlere
bağlıdır (1,3,4).
3.2 Fe Bazlı Alaşımlarda Koruyucu Tabaka
Oluşumu:
Fe-Cr alaşımları teknolojik olarak en önemli
alaşımlardandır. Örneğin, paslanmaz çelikler (ferritik,
östenitik ve martensitik paslanmaz çelikler v.b.) bu
alaşımlardan (Fe-Cr gibi) meydana gelmişlerdir.
Paslanmaz çelikler, asgari % 11 Cr içeren (405, 420,
430 gibi AISF nın 400 serisi) ve bir miktar Ni içeren
(%22 Ni e kadar, AISE'nin 300 serisi), teknolojik
olarak endüstride çok yaygın olarak kullanılan
çeliklerdir.
Yüksek sıcaklıkta (örneğin 1000°C de) bu
alaşımları atmosfere karşı korumak için koruyucu
oksit tabakasının (Cr2O3 gibi) oluşması gerekmektedir.
Fe-Cr alaşımlarında, koruyucu Cr2O3 tabakasının
oluşması için en az %20 Cr'a ihtiyaç vardır.
Yukarıdaki paslanmaz çeliklerin büyük bir kısmı,
yüksek sıcaklıkta koruyucu oksit tabakası oluşturmaz
ve "paslanır" lar.
Fe-Cr alaşımları, diğer alaşımlara göre, (NiCr ve Co-Cr alaşımlarına göre) daha düşük Cr
konsantrasyonlarında Cr2O3 tabakası oluşturmaktadır.
Bunun sebebi, Fe-Cr alaşımı içerisinde, Cr atomlarının
daha hızlı bir şekilde difüze olabilmesi (DM yüksek
olması) ve alaşım içerisinde daha düşük oksijen
çözünürlüğü (N o ) ve difüzitesinin (D o ) olması olarak
gösterilmektedir. Wagner'in modeli bu sonucu
doğrulamaktadır ve formül (15) olduğu gibi, bu
durumda, kritik Cr konsantrasyonu daha küçük
olacaktır (1,3,4).
Düşük Cr konsantrasyonlarında, Fe-Cr
alaşımının oksidasyonu saf Fe'in oksidasyonuna
benzerdir. Yüzeyde büyük bir kısmı FeO olmak
üzere, FeO/Fe2O3/Fe3O4 tabakaları oluşur. Fe-Cr
737
alaşımındaki Cr, FeO içerisinde belirli oranda
çözünür. Çözünürlük limiti aşıldığında, FeCr2O4
(sipinel) oksiti çökelmeye başlar. Bu partiküller, FeO
içerisinde yer alır, Şekil 7a. Cr konsantrasyonu
artıkça, bu partiküllerin sayısı artar ve FeO
tabakasının büyümesini yavaşlatırlar. Bu yavaşlama,
+2
FeCr2O4 (sipinel) partiküllerinin Fe iyonlarının
dışarıya doğru FesOVFeO arayüzeyine doğru
difüzyonunu engellemeleri ile olur. Bunun sonucu
olarak, FeO/Fe3O4 tabakalarının kalınlık oranları
azalır, Şekir 7b. Cr konsantrasyonun daha da artması
sonucu (% 15 Cr), FeO ve Fe 3 O 4 tabakaları yerine Fe
(Fe, Cr)2O4 karışık sipinel tabakası oluşur, Şekil 7c.
Bu aşamada, oksidasyon hızı yavaşlar ve oksidasyon
Fe iyonlarının difüzyonu tarafından kontrol edilir. Cr
konsantrasyonu %20'nin üzerine çıktığı zaman sürekli
Cr2O3
tabakası
oluşur.
Yüksek
Cr
konsantrasyonlarında,
kırılgan
sığma
(o) fazı
oluşacağından Cr konsantrasyonu %30'in üzerine
çıkartılmaz (1).
F-.JOJ-^I |F«,O4
3.3 Cr^Os ve AI2O3 Tabakalarının Sürekliliği ve
Koruyuculuğu:
O
o
* H,,ı
! A
1
o
o
o ı
o "'• ° !
o
o
o
Genelde, yüksek sıcaklıkta kullanılan
alaşımlar, Cr2O3 oksit yerine daha kararlı ve yavaş
büyüyen A12O3 tabakası oluştururlar, Şekil 1 ve 5.
Örneğin, Fe-Cr-Al alaşımı ("heat resistance"
alaşımları gibi) yaklaşık %20 Cr ve % 6 Al ile sürekli
AI2O3 tabakası oluşturabilir.
Fe-Al
ikili
alaşımında, sürekli AI2O3 tabakası oluşturmak için
daha fazla Al konsantrasyonuna ihtiyaç vardır.
Üçüncü elemet olarak Cr ilave edildiğinde,
oksidasyonun ilk aşamasında (transient oksidasyon
safhasında), Cr oksijen ile reaksiyona girerek Cr2O3
oluşturur ve oksijen'nin alaşıma girmesini engeller ve
böylece Al elementinin dışarıya oksitlenmeden difüze
olmasına ve sürekli A12O3 tabakası oluşturmasına
imkan verir. Bu olay, "oxygen getter effect" olarak
adlandırılmaktadır.
Cr'un
yaptığı,
oksijen
çözünürlüğünü (No) düşürmektir.
Bu durum
Wagner'in modeli ile de açıklanabilir. Bu modele göre
(Formül 15), bu durumda, sürekli A12O3 tabakası
oluşturmak için gerekli kritik Al konsantrasyonu daha
düşük olacaktır (3,4).
c
o
Şekil 7: Şematik olarak Fe-Cr alaşımının oksidasyonu,
(a) Fe-5Cr, (b) Fe-lOCr ve (c) Fe-15 Cr (1).
738
Yüksek sıcaklıklara dayanıklı malzemelerden
istenen en önemli özelliklerden bir tanesi malzemeyi
korozif ortama karşi korumaktir. Bunun için
alaşımların koruyucu Cr 2 O 3 ve A12O3 oluşturmaları
gerekir. Bu sayede yüksel sıcaklık alaşımları ("heat
resistance" alaşımları v.b) yüksel sıcaklıklarda
(1100°C gibi) istenilen performansı gösterirler. Bu
malzemelerin kullanımı sırasında, koruyucu tabakanın
görevini yapması için sürekli olarak alaşım üzerine
yapışık olarak durması gerekmektedir. Koruyucu
tabakanın alaşıma yapışkanlığı, alaşımların ömrünü
belirlemektedir. Cr2O3 ve A12O3 tabakasının kalkması
ile altalaşım yeni bir koruyucu oksit oluşturamazsa,
hızlı büyüyen FeO gibi oksitler oluşur ve bunun
sonucunda alaşım yüksek sıcaklıkta performansını
kaybeder ve kullanılamaz.
Arayüzey
yapışkanlığını
(tokluğunu)
etkileyen faktörler şunlardır: arayüzey kompozisyonu
ve arayüzeyin kirlenmesi (S, P ve C gibi elementler
tarafından kirlenmesi), oksit tabakasındaki gerilmeler,
plastik deformasyon (enerji dağılımı prosesleri) ve
morfolojisi (arayüzeyde boşluk oluşumları ve dalgalı
arayüzeyler).
Şekil 8 'da FeCrAl (Fe-%20.5Cr, %5.2 Al)
alaşımı üzerinde 1100 °C de oluşan oksit tabakası
gösterilmektedir. AI2O3 tabakası yer yer alaşım
üzerinden kalkmıştır. Kalkmalar hem oksidasyon
sıcaklığında hemde soğuturken meydana gelmiştir.
Kalkma yüzeylerinde düz vadilerin oluşması
kalkmanın oksidasyon sırasında olduğunu gösterir,
Şekil 8b. Bazı bölgelerde ise oksit tane izleri
bulunmaktadır, Şekil 9b. Bunlar soğuma sırasında
oksit tabakasının kalkması ile oluşmuşlardır.
Bu alaşım sıcaklık değişiminin bulunduğu bir
ortamda kesinlikle sürekli koruyucu
A12O3
bulunduramaz ve Al, alaşımdan belirli bir limite kadar
azalana kadar A12O3 oluşturur ve sürekli olarak bu
tabaka kalkar. Devamlı Al kaybı sonucunda belirli bir
süre sonra artık A12O3 yerine daha hızlı oksitlenen
FeO veya sipinel oluşur ve bunun sonucunda hızlı bir
oksidasyonla maruz kalan alaşım performansını yerine
getiremeyerek kırılabilir.
Bu alaşıma çok az miktarda reaktif element
(% 0.1Y) ilave edersek, 1100 °C de oksidasyon
sırasında ve soğuma sırasında, A12O3 tabakası sürekli
olarak altyüzeye yapışık kalır ve kalkmaz, Şekil 9.
Alaşımı sürekli olarak korur. Bundan dolayı, cyclic
oksidasyon sırasında çok az ağırlık değişimi gösterir,
Şekil 10. Yitrium ilavesiz FeCrAl alaşımı, cyclic
oksidasyon sırasında devamlı
A12O3 tabakasının
kalkması ile sürekli ağırlık kaybetmiştir, Şekil 10.
Aynı etki alaşımdaki kükürt (S) miktarı
azaltıldığında da görülmektedir (6-11). Kükürt miktarı
belirli bir seviyenin altında olduğu zaman, A12O3
tabakası izothermal ve cylic oksidasyon sırasında
sürekli olarak alaşım üzerinde durmaktadır. Kükürt,
A12O3 /FeCrAl yapışkanlığını azaltarak büyüme ve
termal gerilmelerin etkisiyle arayüzey yapışkanlığını
kaybetmetmesine ve A12O3 tabakasının kalkmasına
sebep olmaktadır. Kükürt bu etkiyi arayüzeye giderek,
orada ya boşluk oluşmasına ya da arayUzey enerjisini
düşmesine katkıda bulunarak yapar. Böylece, A12O3
tabakasının kalkmasına sebep olmaktadır. Bu durum
şematik olarak Şekil 11 'de gösterilmektedir (6-11).
FeCrAl alaşımlarının 1100 "C 'de Cycltc
Oksidasyonu
\ H I . tabn
\MI taKık.ıMmn kalklıût Mlft-
100
200
300
400
500
600
Zaman (saat)
Şekil 10: FeCrAl ve FeCrAlY alaşımlarının cyclic
oksidasyon sırasında ağırlık değişimi (6).
Şekil 8: FeCrAl alaşımının 1100 °C'de (10 saat)
oksidasyonu ve oluşan oksit tabakasının morfolojisi
(6).
Şekil 9: FeCrAlY alaşımının 1100 °C de (525 saat)
cyclic oksidasyondan sonra oluşan A12O3 tabakasının
SEM (BEI) ile elde edilmiş kesitinin mikrografi (6).
Reaktif elementinin (RE) etkisi iki şekilde
olabilir: (1) kükürtle reaksiyona girerek onu bağlaması
ve arayüzeye gitmesini engellemesi, yada (2) kendisi
arayüzeye giderek arayüzey bağlarını güçlendirmesi
olarak belirtilebilir.
(1) durum, deneysel olarak gösterilmiştir,
Şekil 12. FeCrAlY alaşımında ilave edilen Y , alaşım
içerisinde Y-O-S bileşiği oluşturarak, kükürt (S)
elementini hapseder ve arayüzeye gitmesini engeller,
Şekil 11. Y-O-S bileşikleri çok kararlı oksisulfatlardır.
Cok küçük sulfur kısmı basınçlarında oluşabilirler
(oluşum serbest enerjileri çok küçüktür (negatiftir)),
Şekil 13. Çözünürlük sabitleri (solubility product,
KSP) çok düşük olduğundan alaşımda çok az Y, O ve S
elementi bulunması halinde bile Y-O-S bileşiği oluşur.
Kısaca Y alaşım içerisindeki oksijen ve kükürdü
bağlar. Çeliğin üretimi sırasında oksijen ve kükürt
giderilmesi için kullanılırlar.
(2) durum, Y elemetinin arayüzeye birikmesi
ve bu yolla arayüzey yapışkanlığını (tokluğunu)
artırması, deneysel olarak ispatlanmamıştır. Bazı
739
elektron bağ modelleri ile Y'un arayüzey bağlarını
artırdığı sonucuna ulaşılmıştır, fakat genel bir fikir
birliği bu konuda yoktur (12, 13).
Arayüzey
tokluğunun ölçülmesi ile bu konular aydınlanabilir.
Bu konuda daha fazla araştırma yapılmasına ihtiyaç
vardır.
İPİ
intact
aiumina/alloy
iöterface
Şekil 11: Şematik olarak kükürt (S)'ün alaşım/A12O3
arayüzeyine difüze olması, orada birikmesini ve
reaktif element M'in (Y gibi) M-S ve M-O-S bileşiği
oluşturarak kükürdü bağlaması (6).
Ti'Ci
Şekil 13: Sıcaklığa bağlı olarak sulfit ve oksisulfıtlerin
oluşumlarının serbest enerjileri (her kükürt (S2) gazı
için hesaplar yapılmıştır) (6).
3. SONUÇLAR:
1. Saf Fe (çelik) diğer metallere göre çok daha hızlı bir
şekilde oksitlenir ve bu yüzden oksidasyonun önemli
olduğu durumlarda, çeliğe alaşım elementi ilave
edilerek koruyucu AI2O3 veya Cr2O3 tabakası
oluşturulması zorunludur.
2. Oluşan A12O3 veya Cr 2 O 3 tabakalarının uzun süre
alaşım üzerinde durması ve alaşımı oksidasyona karşı
koruması için, alaşıma az miktarda reaktif elementi
(Y, Hf gibi) ilave etmek veya alaşımdaki kükürt
miktarını ppm (milyon da bir atom) seviyesine
indirmek gerekmektedir.
3. Yüksek sıcaklıkda korozif ortamlarda kullanılan
alaşımlar ("heat resistance" alaşımları v.b) küçük
miktarda reaktif element (Y gibi) içerecek şekilde
dizayn edilirler. Dizayn açısından bu, kükürt
seviyesini ppm (milyonda bir atom) seviyelerine
düşürmekten daha kolay ve ekonomiktir.
Şekil 12: FeCrAlY alaşımında EDS tarafından analiz
edilen Y-O-S paıtikülünün SEM mikrografı (6).
5.
KAYNAKLAR:
(1). N. Birks and G.H. Meier, "Introduction to High
Temperature Oxidation of Metals",Edward Arnold
yayınları, 1983.
740
(2). C.H.P. Lupis, "Chemical Thermodynamics of
Materials", P T R Prentice Hail yayınlar,USA, 1983
(3). N. Birks, G.H. Meier and F.S. Pettit, " High
Temperature Corrosion", Superalloys, Superceramics
and Supercomposites, 1989, p.439.
(4). G.H. Meier, "A review of Advances in HighTemperature Corrosion", Materials Science and Eng.,
A120, 1989, p.1-11.
(5). P.B. Sevvel and M.Cohen, J. Ececktrochem.
SocVol.lll, 1964,501-508.
(6). Cevat Sarıoğlu, Ph.D thesis, Univeristy of
Pittsburgh, 1998.
(7). C.Sarioglu et al. "The Effects of Reactive
Element Additions, Sulfur Removal, and Specimen
Thickness on the Oxidation Behavior of AluminaForming Ni- and Fei Base Alloys", Materials Science
Forum, Vol.251-254,1997, p.405.
(8). C. Sarioglu et al. " The Adhesion of Alumina
Films to Metallic Alloys and Coatings", Materials and
Corrosion, Vol.51 (5), 2000, p.358-372.
741
(9). J.L. Smialek, D.T. Jayne, J.C. Scaeffer, W. H.
Murphy, " Effects of Hydrojen Annealing, Sulfur
segregation and Diffusion on the Cyclic Oxidation
Resistance of Superalloys: a review", Thin Solid
Films, Vol.253, 1994, p. 285-292.
(10). David R. Sigler, "The İnfluence of Sulfur on
Adherence of A12O3 Grown on Fe-Cr-Al Alloys".
Oxidation of Metals, Vol.29,No:l/2, 1988, p.23.
(11). Peggy Y. Hou and Jhon Stringer, "Oxide Scale
Adhesion and Impurity Segregation at the Scale/Metal
Interface", Oxidation of Metals, Vol.38 Nos.5/6, 1992,
p.323.
(12). S.Y. Hong, Alfred B. Anderson, " Sulfur at
Nickel-Alumina Interfaces", Surface Science Vol.230,
1990, p.175-183.
(13). Alfred B. Anderson, S.P. Mehandru and J.L
Smialek, " Dopand Effect of Yttrium and the Grovvth
and Adherence of Alumina on Nickel-Aluminum
Alloys", J. Electrochemical Soc, Solid-State Science
and
Technology,
Vol.132.
No.7,
1985
I. DEMİR-ÇELİK SEMPOZYUM BİLDİRİLERİ / 84
tmmob
tmmob
makina mühendisleri
metalürji mühendisleri
odası
odası
i
AISI 422 martenzitik paslanmaz çeliğin
kaynaklanabilirliğinin ve dolgu
kaynağının araştırılması"
Adnan ÇALIK
S.D.Ü. Teknik Eğitim Fakültesi Makine Eğitimi Bölümü
AISI 422 MARTENZİTİK PASLANMAZ ÇELİĞİN
KAYN AKLAN ABİLİRLİĞİNİN
VE DOLGU KAYNAĞININ ARAŞTIRILMASI
Adnan ÇALIK
Özet: Bu çalışmada AISI 422 martenzitik paslanmaz çeliğin ostenitik paslanmaz çelik elektrod ile
elektrik ark kaynağı yöntemiyle kaynaklanabilirliği ve dolgu kaynağı araştırılmıştır. Bu maksatla
dökülen malzemeler döküm sonrası 700-750 °C de şahmerdanda dövülmüş ve işlenerek DİN
32523-1'e uygun kaynak numune boyutlarına getirilerek V kaynak ağzı açılmıştır. Kaynaklanabilirlik ve dolgu kaynağı ısıl işlemsiz, öntavlı ve temperli olarak ayrı ayrı yapılmıştır. Kaynak ve dolgu işlemi tampon tabakalar şeklinde dikişler çekilmiş ve 13 pasoda tamamlanmıştır. Elektrodlar
kaynak öncesi 300 °C 'de 2 saat süreyle kurutulmuş ve fırından çıkarılır çıkarılmaz kullanılmıştır.
Makro ve mikro yapılar ışık mikroskobunda resimleri çekilmiş ve kök pasodan kapak pasoya doğru
sertlikleri ölçülmüştür. Sonuçta, ostenitik paslanmaz elektrodla bu malzemelerin kaynaklanabilirliği
ve dolgu kaynağı yapılabileceği görülmüştür. Öntavlama ve temperleme ısıl işlemleri kaynak işlemini kolaylaştırmıştır. Sertlik değerleri kök pasodan kapak pasoya doğru azalmıştır. Bu bir sonraki
pasonun bir önceki pasoyu temperlediği mikroyapı ve sertlik değerleriyle de desteklenmiştir.
Anahtar sözcükler: Martenzitik Paslanmaz Çelik, Ostenitik Paslanmaz Çelik Elektrod, Kök Paso,
Kapak Paso, Dolgu Kaynağı
1. GİRİŞ
Martenzitik paslanmaz çelikler, bileşimlerinde
%11.5 ile %18 arasında Cr (krom) bulunan ve
her türlü soğuma şartlarında ostenitin martenzite
dönüştüğü paslanmaz çelik grubudur. Ostenitik
yapıdan itibaren şok yavaş soğumalarda feritik
bir yapı elde etmek mümkün ise de, bu çelikler
daha çok martentik yapıda kullanılırlar[l]. AISI
420 gurubu martenzitik paslanmaz çelikler, daha çok, valf parçaları, dişliler, miller, hadde
ruloları ve merdaneleri yapımında kullanılmaktadır[2].
Martenzitik paslanmaz çelikler orta dereceli
korozyon dirençleri, 540°C'ye kadar ısıl dirençleri mekanik özelliklerinin geliştirilmeye (iyileştirilmeye ) elverişli olması ve nispeten ucuz
olmaları ile bilinirler.
Bu çeliklerde Cr ilavesi ostenit alanının sınırlayarak daraltır. Ötektoid bileşimini %0,35C (karbonca düşürür, bünyede çözünebilir karbon
miktarını %0,7'ye indirir(düşürür) ve ötertoid
nokta sıcaklığını yükseltir.Martenzitik paslanmaz çeliklerin sertleştirme ve temperlemeye
karşı gösterdikleri tepki, sertleştirilmiş karbonlu çeliklerinkine benzerdir. Aralarındaki tek
önemli fark, içerdikleri Cr'un yeterli olması
halinde, 820°C derecenin üzerindeki sıcaklıklardan itibaren yapılan soğutmalarda havada
sertleşmenin gecikmesidir. Maksimum yapılan
soğutmalarda havada sertleşmenin gecikmesidir.
Maksimum sertliğe 950°C derecenin üzerindeki
sıcaklıklardan itibaren yapılan soğutmalarda
ulaşılır. Artan Cr oranının ostenit bölgesinin
daraltması sebebiyle %12 ve üzerinde Cr içeren
paslanmaz çeliklerin sertleştirilmeleri mümkün
olmaz[3]. Bu gruptaki çelikler 1000 °C derece
civarında tamamen ostenite dönüşürler. Bu sı-
745
caklıktan itibaren yapılacak hızlı soğutmalar,
yapıda en yüksek miktarda martenzit oluşmasıyla sonuçlanır. 820 - 950°C derece arasındaki
sıcaklıklara kadar ısıtılan çeliklerde ostenite
dönüşüm tamamlanamadığı için, bu sıcaklıklardan itibaren yapılacak soğutmalar sonucu, ferrit
ve martenzitten oluşan bir mikro yapı elde edilir[l]. Şekil l'de Fe-Cr ikili faz diyagramı görülmektedir. Bu diyagrama göre Cr oranı
%12'yi aştığında artık ostenit oluşmayacağını
göstermektedir. Dolayısıyla %12 den daha fazla
Cr içeren martenzitik paslanmaz çeliklerin sertleştirilmesi mümkün değildir.
Fe
10
20
30
40
50
60
70
80
90
Cr
Sekili 1-Fe-Cr ikili Faz diyagramı [2]
Martenzitik paslanmaz çeliklerin en önemli özelliklerinden olan ısıl işlemle sertleştirilmedendir. Sertleştirildikten sonra korozyon dirençleri en yüksektir. Ancak diğer paslanmaz çelik
guruplarının gerisindedir. Tavlanmış durumdaki
çelik içereceği yüksek miktardaki krom karbür
(Cr23, C6) nedeniyle Cr bakımından fakirleşir.
Dolayısıyla yapıdaki Cr, miktarı %12 nin altına
düşerek korozyon dirençlerini zayıflatır. Ancak
sertleştirilme esnasında tekrar eski özelliklerini
kazanırlar. Dolayısıyla Cr miktarı azalarak karbür ayrışımlarını önlemektir. Bu çeliklerin selenyum (Se) ve kükürt (S) ilavesi ile talaşla işlenebilirlik özellikleri iyileştirilebilir. Bu çeliklerde yüksek Cr miktarı ile ostenite tam dönüşüm sağlanır. Manyetiktirler. Süneklilikleri ortadadır. Temper duyarlılığına hassasdırlar. Eğer
süreklilik ve tokluk önemli ise 400-550°C derecede kullanılmamaktadır. Sertleştirilmiş halde
toklukları azdır. Dolayısıyla istenen tokluğa
ulaşmak için çoğunlukla temperlenmis gerekir.
746
Temperleme ile çok değişik mukavemet değerleri elde etmek mümkündür.
2. MARTENZİTİK
KAYNAĞI
PASLANMAZ
ÇELİKLERİN
Martenzitik paslanmaz çelikler, tavlanmış, gerginlik giderilmiş, sertleştirilmiş yada menevişlenmiş halde kaynak yapılabilirler; Ancak bu
çeliklerin kaynak kabiliyetleri zayıftır ve yapıda
%0,25 'den daha fazla C içerenlerin kaynak
edilmesi önerilmez. Bu çelikler havada sertleşebilme özelliğine sahiptirler. Bu sebebe ısı tesiri
altındaki bölgede (ITAB) oluşan sert ve kırılgan
martenzitten ötürü çatlama eğilimleri yüksektir.
Düşük C'lu olanlarda çatlama riski daha azdır.
Genel olarak %12-14 Cr'lu paslanmaz çeliklerin sertleşebilme kabiliyeti bileşimlerindeki C
miktarına paralel olarak artar. %0,05 -0,15 C
aralığında C miktarındaki her %0,01'lik artış
malzeme sertliğini 1 0 - 1 2 Brinell artırır[lve4].
Bu çeliklerin kaynaklı bağlantılarında Cr miktarı metalürjik davranışları etkilemektedir. Cr
oranı azaldıkça, ostenit alanı genişleyeceğinden,
ITAB'da tamamen martenzit bir yapıya ulaşırken, Cr oranın artması ile, martenzit yanında bir
miktarda ferrit oluşabilir, martenzitik bir yapıda
yumuşak ferritin bulunması, çeliğin sertliğini
düşürerek çatlama riskini azaltır. Dolayısıyla da
bu çeliğin kaynak kabiliyetini bir miktar artırır.
Ancak martenzitik paslanmaz çeliklerin kaynağında yinede çatlamayı önleyecek tedbirlerin
alınması gerekir. Bu çeliklerin kaynak uygulamalar arında genellikle bakır altlıklar ve rulalar
üzerinde yapılmalıdır[2].
2.1 Martenzitik Paslanmaz Çeliklerin Kaynağında Alınacak Tedbirler
1- Yüksek bir sıcaklıkta ön tavlama yapmak (350-450 °C )
2- Pasolar arası sıcaklığı yüksek tutmak
(300°C derece)
3- Yüksek ısı girişi ile kaynak yapılmalıdır.
4- Kaynak sonrası temperleme ve tavlama
ile çatlamaya mani olmak
5- İç parçası dikkatle hazırlanmalı ve yerleştirilmeli
6- Her çaptaki elektrotun aşırı elektrot
salınımından
kaçınılmak olmalıdır.
(Sahramı kök pasodan kapak pasoya
doğru kademeli kademeli arttırılmalıdır.)
7- Tek pasolu dikişlerde kaynak metalinin
yığılması için salınım verilmelidir. Bunun için paslanmaz çelik takımlar ve fırçalar kullanılmalıdır.
8- Pasolar arasında cüruf kaldırma sırasında çok dikkatli davranılmalıdır. Bunun
için paslanmaz çelik takımlar ve fırçalar
kullanılmalıdır.
9- Elektrod olarak ostenitik yada dupleks
ferritik-ostenitik elektrod kullanılmalıdır.
10-Sıcak çatlamaların önüne geçmek için
dolgu malzemesi olarak ferritik ostenitik
elektrodlar
kullanılmalıdır[l,3,4,5ve6].
3. DENEYSEL ÇALIŞMALAR
Bu çalışmada yukarıda belirtilen hususlar göz
önünde bulundurularak söz konusu martenzitik
çeliklerin kaynaklanabildiği ve dolgu kaynağı
ısıl işlemsiz, ön tavlı ve temperli halde kaynakları yapılmıştır. Deneylerde, bileşimi Tablo: 1
de verilen martenzitik paslanmaz çelik malzeme
kullanılmıştır. Bu amaçla dökülen malzemeler,
döküm sonrası şahmerdanda dövülmüş ve işlenerek DİN 32523-1 e uygun kaynak numune
boyutlarına getirilmiştir. Buna göre hazırlanan
kaynak ve dolgu numunesinin şekli ve boyutları
şekil 2' dedir. Kaynak metalinin elde edileceği
numuneler şekil 2 de DİN 32525-1 'e göre kaynak ağzı açılmış, her türlü pis, pas ve yabancı
maddelerden arındırılmıştır. Kaynak esnasında
10X100X500 boyutlarında kalıcı bakırın şerit
altlık kullanılmıştır. Kaynaklarda kullanılan
elektrotların ve malzemenin kimyasal bileşimi
Tablo: İve 2 de verilmiştir. Elektrotların kaynak
esnasında hidrojen gevrekleşmesinin önüne
geçmek için elektrotlar kaynak öncesi 300 °C
derecede 2 saat sürekli kurutulmuş ve fırından
çıkarıldıktan
hemen sonra kullanılmıştır.
Tablo: 1 Elektrotun Kimyasal Bileşimi
Alaşım elemanı
c
% Yüzde Oranı 0,1
Mn
Si
Cr
N_
Fe
2
0,4
25
20
•Çalan
Tablo :2 Deneylerde kullanılan malzemenin kimyasal
kompozisyonu
Alaşım
| C
Si
s
P
Mn
Ni Cr Mo
V
Fe
elementi
% Alaşım
oranı
0,204 0,22 0,023 0,02 0,4031,26811,2 0,086 0,017 86,61
Tablo:2 Kullanılan Kaynak Makinası ve Elektrotun Özellikleri
Akım Üreteci
Akım
Şiddeti
Kaynak
Pozisyonu
UMS 250 BC tipi su soğutmalı plazma kesme
ve aynı zamanda redresöre çevrilebilir bir kaynak makinası
170 Amper
Yatay oluk
Paso Sayısı 13
Dikiş Şekli
Elektrodun
Cinsi
Elektrodun
çapı
Elektrodun
örtü tipi
Kutup
Düz, yatay oluk
Ostenitik paslanmaz çelik elektrot
3,25
Bazik Karakterli
Değiştirelibilr (+, -) kutup, çalışılan
kutup +
Deney numunelerinin kaynak yapılması esnasında uluslararası kaynak enstitüsünün raporları
doğrultusunda hareket edilmiştir.
Ara g*çff"tabakos
t e r l t altlık
Şekil 2:DIN32 525-1 'e göre kaynak şekli ve
boyutları
3.1 Kaynak İşlemi
Her üç numune grubuna da aynı deney şartlarında kaynak ve dolgu yapılmıştır. Kaynak işlemi önce kök pasodan itibaren tampon tabakalar şeklinde yapılmıştır. Çünkü standart deney
boyutlarında kaynak ağzı çok geniş olduğundan
kök paso tek bir pasoda bitirilemeyeceğinden
tampon tabakalarla 3 pasoda ancak kök pasoda
birleştirme yapılmıştır. Daha sonraki pasolarda
elektrod salınım hareketleri artırılarak kaynak
ve dolgu işlemi 13 pasoda tamamlanmıştır. Isıl
747
işlemsiz numunenin kaynağında elektrodun
yanması cızırtılı ve patlamalı ve aşırı dumanlı
bir şekilde olduğu gözlenmiş ve kaynak numunesi asısal distorsiyon olarak yaklaşık 25 °C
kendini çekmesi gözlenmiştir. Ön tavlı numuneyi kaynak yaparken ise elektrod kolay tutuşmuş ve ahenkli bir yanma gerçekleşerek banyo
oluşumu ve kaynağı kolaylaştırmış ve numunede distorsiyonlar gerçekleşmemiştir. Temperli
numunelerin kaynağında ise ısıl işlemsiz numunelerin kaynağında meydana gelen olaylar gerçekleşmiş fakat temperleme işleminden sonra
distorsiyonlar yaklaşık %90 oranında düzelme
göstermiştir.Şekil 1.2'de Temperli numunenin
mikroskobik fotoğrafı gösterilmektedir.
n
n
J«
sı
n
C t . . C n > « n !.5«Sİ»0.5«Nİ>
Şekil 7.1. Schaeffler Diyagramı Yardımıyla Dikişin
Mikroyapısmın Belirlenmesi.
Deneylerde yukarı ki sayfalarda anlatılan teorik
ve uygulamalı bilgilerin ışığında ve uluslar arası
kaynak enstitüsünün raporları doğrultusunda
yapılan deneysel çalışmaların sonuçlarını şöylece sıralayabiliriz.
1- AISI 422 gurubu mastenzitik paslanmaz
çelikten yapılmış numunelere (parçalara)
ostenitik karakterli paslanmaz çelik
elektrod kullanarak elektrik atık kaynağı
ile kaynak ve dolgu tamir ve kaynak amacıyla rahatlıkla yapılabilir.
2- Bu çeliklerin kaynaklanabilirliliği ve
dolgu
kaynağı
ön
tavlama
ve
temperleme ısıl işlemi kullanılarak daha
iyi mekanik özelliklere sahip kaynaklı
birleştirme ve dolgu işlemi yapılabilir.
3- Martenzitik paslanmaz çelik malzemeler
yukarıdaki belirtilen tedbirleri almak
şartıyla çok pasoda kaynak ve dolgu yapılabilir.
4- Dikiş tamamen tok bir faz olan
ostenitten oluştuğu mikro yapıdan görülmüştür.
5- Bu çeliklerin ısı iletkenleri çok düşük ısı
genleşmeleri çok büyük olduğu için
malzemede oluşan yüksek ısı farklılığı
ve yüksek gerilmeler distorsiyon ve çarpılmalara sebep olmuştur.
6- Ön tavlama ısıl işlemi kaynaktan sonra
soğuma
hızını
yavaşlattığı
için
martenziti küreselleştirmiştir.
5. REFERANSLAR
[1].ASTM Welding Handbook V4 1984
[2].ASTM Metals Handbook V4 1993
e.m o»
[3].E.,Kaluç"Paslanmaz Çeliklerin Kaynağı"
Y.Ü.İstanbul 1986
[4].I.B.,Eryürek "Çeliklerin Örtülü Elektrodla
Ark Kaynağında Elektrod Seçimi'lstanbul 1991
[5]. M. Doruk, "Paslanmaz Çelikler", SEGEM
Ankara 1987.
[6]. A. Çalık, "Dolgu Kaynağı Yapılmış Millerin Yorulma Ömrünü Deneysel Olarak Araştırılması", Yüksek lisans tezi, Elazığ 1997
[7]. DİN Handbook 8 Welding 1 Beuth 1991.
Şekil 7.2. Martenzitik Paslanmaz Çeliklerde Karbon Oranına
[8]. A. Tekin "Çeliklerin Metalurjik Dizaynı"
İst. 1981.
Bağlı Olarak Oluşan Yapının Sertlik Değerleri.
4. SONUÇLAR
748
I. DEMİR-ÇELİK SEMPOZYUM BİLDİRİLERİ / 85
tmmob
tmmob
makina mühendisleri
odası
metalürji mühendisleri
odası
"Kaynakparametrelerine bağlı olarak oluşan
bölgeler ve bölgelerin sıcaklığa bağlı akma
gerilmelerinin incelenmesi"
Mehmet ÇAKMAKKAYA
Afyon Kocatepe Üniversitesi Teknik Eğitim Fakültesi
KAYNAK PARAMETRELERİNE BAĞLI OLARAK OLUŞAN BÖLGELER VE
BÖLGELERİN SICAKLIĞA BAĞLI AKMA GERİLMELERİNİN
İNCELENMESİ
Mehmet ÇAKMAKKAYA
Özet: Bu çalışmada kaynakla birleştirilen metal konstrüksiyonların en tehlikeli bölgesi kaynak dikişi
olması nedeni ile bu bölgelerin mekanik özellikleri incelenmiştir. Deneysel çalışmada kaynak
dikişinden ve ITAB bölgesinden numuneler alınarak mikro yapı analizleri ve mekanik deneyleri
yapılmıştır. Mikro yapı analizlerinde kullanılan parametrelere bağlı alarak oluşan bölgelerin genişliği
ve ortalama tane çaplan hesaplandı, akma gerilmesinin düşük sıcaklıklardaki değerlerini doğrulamak
ve bu değerleri elde etmek için formüller kullanılarak hesaplamalar yapılmıştır. Sonuç olarak, düşük
akım şiddeti ve uygun kaynak hızında kaynak dikişinde akma mukavemetinin yükseldiği görülmüştür.
Yüksek akım şiddeti ve buna bağlı uygun kaynak hızında kaynak dikişinin gerçek kopma
mukavemetinde azalma olduğu görülmüştür.
Anahtar Kelimeler: Akma gerilmesi, Kopma gerilmesi, Kaynak, Mikroyapı
1. GİRİŞ
Kaynaklı bağlantılara dış görünüş olarak
bakıldığında, perçin ve cıvata gibi sökülebilir
bağlantıların aksine şekil sürekliliği gösteren
bir birleştirme türüdür. Kaynak kesitine
dışardan bakıldığında kaynak dikişinin alt ve
üstü tesviye edildi ise sanki hiç ek yokmuş
gibi görüntüsü vardır. Ama bu görüntü
gerçekte
böyle
değildir.
Kaynaklı
birleştirmelerde ergime olayı söz konusudur.
Bundan dolayı çıplak gözün göremediği bir
takım metalurjik olaylar oluşmaktadır. Bu
metalürjik olaylar bütün kaynak dünyasının
yaşam öyküsünü oluşturmaktadır. İdeal bir
kaynaklı birleştirmede birleştirilmiş parçalar
arasında tam sürekliliğin bulunduğu, kaynak
yerinin , birleştirilmiş
metalin diğer
yerlerinden ayırt edilemez durumda olduğu
birleştirmelerdir. Ama bu ideal pratikte hiçbir
şekilde gerçekleştirilemezse de , yeterli hizmet
verecek kaynaklı birleştirmeler birçok yöntemle
yapılabilmektedir. Bir metalin kaynatılmadan
önce
kaynaklanabilirliğinin
bilinmesi
kaynaklanan metalin iyi bir birleştirme olmasının
ön şartıdır. Kıyaslama yapılacak olursa, bir hasta
ameliyat öncesi hazırlık döneminde çeşitli
muayene ve tetkiklerden geçer, bünyesinin her
türlü olumlu ve olumsuz yönleri saptanır, buna
göre ameliyatın iyi sonuç vermesini sağlayacak
çeşitli önlemler alınır. Sonra hasta ameliyat
masasına yatırılır ve operatör neşterini her
vuruşta, bu işlemin ne sonuç doğuracağını
düşünerek ameliyatını gerçekleştirir. Daha sonra
da hasta, ameliyat sonrası bakıma alınır. Eğer
ameliyat öncesi ve ameliyattan sonraki
aşamalarda herhangi bir kusur yada davranış,
hastanın yaşamını yitirmesine sebep olabilir[l].
751
Kaynak işlemlerinde kırılmış ya da aşınmış
bir makine parçası da bir "hasta" dır. O da
kaynak öncesinde çeşitli ön hazırlık
çalışmasına tabi tutulur. Malzemenin cinsinin
bilinmesi, hastanın yeri ve çevresinin her
türlü yağ, pas vb.kirlerden temizlenmesi,
uygun kaynak ağzının uygun yöntemlerle
açılması, gerekiyorsa malzemeye uygun ön
ısıtma yapılması gibi hazırlıkların yapıldığı
görülecektir.Kaynakta temel prens\p:iyi bir ön
hazırlık kaynak işleminin başarılı olmasında
temel etmenlerdendir.
Yüzeyden temizlenmesi gereken kirleticiler
üç tiptir: Organik filmler, özümlenmiş gazlar,
ve ana metalin oksitle yaptığı kimyasal
bileşikleridir.Bu
tür
kirleticilerin
ana
metalden kimyasal yollarla yada mekanik
temizleme
yöntemlerini
kullanarak
uzaklaştırılması gereklidir.
Kaynak sırasında kaynakçı kaynak yaptığı
malzemenin
tabiatına
göre
kaynak
yöntemlerinden birini seçecektir. Örneğin
sünek olmayan malzemelerde (dökme
demirler) ısı yoğunlaşmasından kaçınmak,
austenitik manganezli çeliklerde parça ısısının
250 °C sıcaklığı aşmamasına büyük önem
vermek, kaynak hızını iyi seçmek ve benzeri
parametreleri en iyi şekilde ayarlamak
gerekir[l-2].
Başka bir önemli özellik de kaynak
yöntemiyle meydana getirilmiş birleşmenin,
isteğe
uygun
metalurjik
özellikleri
verebilmesidir.Birleşme yerine ilave metal
vermek
suretiyle
kimyasal
bakımdan
zenginleştirilmesi lüzumlu olabilmektedir.Bu
şekilde malzemenin bileşimi nin kontrolü
birçok durumda gerklidir.
Ve nihayet kaynak tamamlandıktan sonra
kaynak sorası soğuma hızının saptanması
gerekiyorso kaynak sonrası ısıl işlemlerin
hangi yöntemlerle nasıl yapılacağının
bilinmesi
ameliyattan
sonra
hastaya
uygulanacak
tedavi
yöntemleri
ile
eşdeğerdedir
Bir kaynak işleminde malzeme üzerinde
olumsuz etki gösteren önemli etkilerden birisi
ısıl darbe dir. Hangi tür darbe olursa olsun
malzeme üzerinde olumsuz etki yapar. Isıl
darbe demek; Kaynak çevre sıcaklığında, ya
da kaynak sıcaklığı ile kıyaslanamayacak kadar
düşük bir sıcaklığa kadar ısıtılmış parçanın bir
sınırlı bölgesine çok yüksek bir ısının ani olarak
yönetilmesi
olayıdır.Kaynak
yerinde
ve
çevresinde farklı ısıl tabakaların oluşması faklı
genleşmeleri doğurur. Bu genleşmeler ise türlü
türlü gerilme , çarpılma ve çatlamalar oluşturur.
Buda kaynak işleminin olumsuz yanlarını
oluşturur. Malzeme özelliklerinin bilinmesi (tıpkı
doktorun hastanın bünyesini tanımaya benzer,
daha önce geçirmiş olduğu hastalıklar, yaşı,
yıpranma derecesi vb. durumlar kaynak işleminin
başarısında ilk koşuldur.
Malzemelerin mekanik ve fiziksel özellikleri, bir
ürünün tasarımında bunların kullanılabilirliğini
saptar.
Günümüzde metal konstrüksiyonların yapımında
ençok orta dayanımlı ve az alaşımlı (ötektoit altı)
çeliklerin kullanımı yaygındır. Bunlar, kaynakla
birleştirildiğinde en tehlikeli bölgesi kaynak
dikişi sayılır
2.DENEYSEL METOT VE MALZEMELER
2.1 Deney Numunesi
İyi kaynaklanabilme kabiliyetine sahip tablo 1 de
verilen malzeme kullanılmıştır. Kaynak işlemi
tam otomatik toz altı kaynağında kaynak
parametreleri değiştirilerek yapıldı. Yapılan
kaynak dikişinin rejimlerine bağlı olarak tane
yapılarında ve mekanik özelliklerinde hangi
ölçülerde değişme olduğu incelenmiştir.
Deneylerde kullanılan düşük alaşımlı çeliğin
kimyasal bileşimi
Tablo l'de, mikro yapı
fotoğrafı Şekil 1' de verilmiştir
Tablo 1 deney parçasının spektral analiz sonuçları
752
Element
%
Element
%
Element
%
C
.1958
Sİ
.026
Mn
.709
Şekil 2 Deney numunesi ve deneyde kullanılacak
çekme numunelerinin çıkarıldığı bölgeler
Çekme deneyinde kullanmak amacı ile kaynak
dikişinden ve ITAB bölgelerinden TS 138
standardına uygun numuneler hazırlanarak 10
tonluk
Instron
test
cihazında
deneyleri
yapılmıştır.
lo=33
Şekil 1 Esas metal mikro yapısı X 200
Şekil 3 Standart çekme numunesi boyutları
Kaynak dikişi çekilmiş numuneden çekme
deneyi
ve
metalografi
çalışmalarının
yapılması için aynı zamanda hızlı soğumayı
önlemek amacıyla 12mm kalınlığında ve
120mm eninde "V" kaynak ağzı açılmış
parçalar kullanılmıştır. Kaynak ağızlarının
açılması sırasında ağız bölgelerinin ısıdan
etkilenmesini
önlemek
amacıyla
freze
kullanılmıştır. Birleştirilen parça boyutları
Şekil 2 de verilmiştir.
2.2 Deneyin yapılışı
Deneyde tam otomatik kaynak makinesi ve güç
kaynağı olarak redresör kullanılmıştır. Deneyin
uygulanmasında seçilen rejimler Tablo 2 de
gösterilmiştir.
Tablo 2 Deneyde kullanılan parametreler
Deney
Akım Gerilim Kaynak Elektrot Kaynak
Parametreleri şiddeti ( U )
Hızı
Çapı
tozu
(A)
cm/dk
(mm)
1
300
40
50
3.20
0P 1100
2
200
32
30
3
350
50
70
Deneyde seçilen parametrelere uygun kaynak
işlemleri yapıldıktan sonra kaynaklı numuneyi
metalografi incelemelerinde kullanabilmek için
enine dört bölgeye ayırarak inceleme yapışmıştır.
Eriyen bölge; kaynaklı parçalarda
genellikle
kaynak banyosunda meydana gelen türbülanstan
dolayı katılaşmadan önce birbiri içine iyice
karışmış esas ve kaynak metalinden oluşmaktadır.
Burada meydana gelen karışım oranı kaynak
usullerinin çeşitliliğine bağlıdır.Oluşan bölgenin
genişliğini kullanılan yöntemler belirler. Eriyen
bölgede belirli bileşim ve miktarda esas metal ve
753
kaynak metalinin hesaplanması kimyasal
analiz sonucunda bulunan değerlerle aynı
çıkması mümkün olmaz.çünkü bazı alaşım
elementlerinin kaynak sırasında yanarak
kaybolmasından ileri gelir. Buradaki yanma
miktarı kullanılan ısı membaına, kaynak
yerini çevreleyen atmosfere ve kullanılan
kaynak yöntemlerine bağlıdır.
değişmesi olmamıştır. Fakat ısı etkisinden artık
gerilmeler meydana gelebilir[3-4].
Kaynak rejimlerine bağlı olarak oluşan bölgelerin
genişliği ve tanelerin ortalama boyutları
ölçüldüğünde Tablo 3 de verilen değerler elde
edilmiştir.
Tablo 3 Bölge genişliği ve ortalama tane çap
ölçüleri
İyi kaliteli bir kaynak bağlantısı elde etmek
için, kaynak yerini havanın tesirinden
korumak veya metalurjik ve kimyasal
reaksiyonları
kontrol
altında
tutmak
gereklidir. Eriyen bölgenin katılaşması,
kendini çevreleyen esas metale ısı vermesi ile
oldukça iri sütunsal kristaller şeklinde oluşur.
Rejimler
Bölgeler
1
II
III
0,4
14
I
0,9
101
II
1,2
28
III
0,9
18
I
2
İri Taneli Geçiş Bölgesi; Kaynak metalinin
hemen altına tasadüf eden ve kaynak
sırasında 1450 ila 1200 ° C arasındaki bir
sıcaklığa maruz kalan ergime sınırına bitişik
bölgedir. Bu bölgede sıvı metal ve esas
metalin erimemiş kenarında kristaller
meydana gelerek katılaşma başlar. Bu
bölgede oluşmuş yapı
ferritin kaba
vidmanşitat tanesine sahiptir. Perlit tanesi
etrafında ferrit filesi yerleşmiştir. Oluşan
perlit tanelerinin en büyük ölçüsü 120150|a'dur
3
Genişlik
(mm)
0,9
1,8
Ortalama
Tane çapı |X
92
•23
I
1,2
89
II
0,6
23
III
0,9
17
Kaynaklı birleştirmelerde kaynak sıcaklığına
bağlı olarak oluşan kaynak ve ITAB bölgeleri
şekil 4 de ifade edilmiştir.
İnce taneli bölge; İç yapı bakımından birinci
bölgeye benzer ve onun devamıdır. Fakat tane
yapısı bakımından daha küçük yapılıdır.
Bölgenin sıcaklığı dönüş için yeterli
olduğunda esas metalde iç yapı değişmesi
oluşabilir. Bölgede oluşan perlit ve ferrit
çeşitli yönlenmeler gösterir[3].
Kısmen Dönüşmüş Bölge; İnce taneli
bölgenin devamı olup kaynak sırasında A3 ile
Aı arasında sıcaklığa maruz kalmaktadır.
Kısmen yeniden kristalleşmiş bölgede ferrit
ve perlit tanelerinde yeniden kristalleşme
oluşur[3].
İçyapı bakımından değişmeya uğramayan
veya temperlenmiş bölge (esas metal bölgesi)
Bu bölgenin sıcaklığı kaynak sırasında Aı
noktasının altında olduğundan faz yada yapı
754
Şekil 4 Kaynak sıcaklığına bağlı olarak
oluşan ITAB ve kaynak bölgesi etüdü
Kaynak işleminden sonra rejimlere bağlı
olarak üç ayrı bölgeden elde edilen mikroyapı
fotoğrafları Şekil 5, 6, 7 'de verilmiştir
Şekil 8. 2. Rejim birinci bölge mikroyapı X 200
Şekil 5. 1. Rejim birinci bölge mikroyapı X
200
Şekil 9. 2. Rejim ikinci bölge mikroyapı X 200
Şekil 6. 1. Rejim ikinci bölge mikroyapı X
200
Şekil 10. 2. Rejim üçüncü bölge mikroyapı X 200
Şekil 7. 1. Rejim üçüncü bölge mikroyapı X
200
755
assssı
Şekil 11.2. Rejim dördüncü bölge mikroyapı
X200
Şekil 14. 3. Rejim üçüncü bölge mikroyapı X 200
Şekil 12. 3. Rejim birinci bölge mikroyapı X
200
Şekil 15. 3. Rejim dördüncü bölge mikroyapı
X200
Şekil 13. 3. Rejim ikinci bölge mikroyapı X
200
756
Metal konstrüksiyonlar genellikle düşük ve
orta dayanıma sahip olan ve aynı zamanda az
ve düşük alaşımlı ötektoit altı çeliklerden
kaynak
yardımı
ile
birleştirilerek
yapılmaktadır.Yapılan bu tür birleştirmelerin
en tehlikeli bölgeleri kaynaklı birleştirilmiş
bölgelerdir.Birleştirilmiş bölgelerde meydana
gelen metalurjik etkiler metalin iç yapısını
dengeden çıkartır ve bu bölgenin plastikliğini
azaltır.bunların dışında kaynak banyosunun
katılaşması sırasında çeşitli iç ve dış
noksanların oluşma olasılığı yüksektir.bu ve
benzer hataların sonucunda dış kuvvet etkisi
altında kalan kaynak dikişleri kırılmayla
karşılaşabilir.Kaynak dikişinin plastiklik ve
süneklik özelliklerinin değişmesi demek
akma
gerilme
değerlerinin
değişmesi
demektir[4-6].
Bütün projeler yapılırken kullanılan metalin
akma gerilmesi değerine göre hesaplamalar
yapılmaktadır.Söz konusu bu çelikler HMK
yapıya sahip olduklarından gevrek kırılmaya
daha yatkındırlar. Sıcaklığın azalması ve
dinamik kuvvet etkisinden yüksek plastikliğe
sahip olan dikiş metali akma gerilme birisi
N.A.Makutov formülüdür[6-8].
aak =
oak°exp [fi T(1:T - 1:T,)]
Burada; S kop?
293, K sıcaklığındaki kopma
değeri, T 0; 293K, p T ; Özel grafik den alınan
akma gerilimine bağlı olan değerdir.
Akma gerilmesinin sıcaklığa bağlı olduğunu ise
VD Yaraşeviç teorik forbülle hesaplamıştır
A e"aTm
(3)
Burada ; o a k ;
akma gerilimi , Oo;
Akma
geriliminin sıcaklığa bağlı olmayan değeri yani
akma geriliminin atermik kısmı
A= [Gak (0) - Go ] , Gak (0);
K, sıcaklıktaki değeri
a = oc
R
F
in—
e
Ho
akma geriliminin 0
akma geriliminin sıcaklığa
ve şekil değiştirme hızına hassaslığını gösteren
katsayıdır.
Ho; aktivasyon enerjisi ölçüsüne sahip olan
katsayı, e o; şekil değiştirme hızı miktarını
gösteren
katsayı
(metaldeki
dilokasyon
durumunu)
Hesaplamalar sonucunda elde edilen sonuçlar
Tablo 4 de verilmiştir
(1)
Tablo 4 çalışmadan elde edilen değerler
Burada;
aio" 2
aak° ; oda sıcaklığındaki ( 293 K ) deneyi
yapılan numunenin akma gerilme değeri, P T ;
özel grafik den alınan
akma gerilimine
bağlı olan değer, T o ; 293K , T; Sıcaklık
Diğer bir formül de normal işlem görmemiş
numunenin
gevrek
kırılma
sıcaklığını
belirlemek için kullanılan formüldür
r=
Malzeme
I.rej
im
A
öak
Mpa
MPa
1,5.10''
360
1750
380
1,6.10''
340
2050
360
1,4.10''
420
1550
440
1,6.10''
280
2300
300
1,6.10''
340
2000
360
1,6.10'
350
1850
370
270
2550
290
K
1
MPa
Ş
HAZ
lire
jim
Kay.
dikiş
HAZ
IH.r
eji
m
Kay.
dikiş
-1
ı
Kay.
Diki
Oto
'ak
f>T
(2)
haz
Esas metal
757
Verilen formüller doğrultusunda değişik
kaynak rejimlerinde yapılan kaynak
dikişleri ve ITAB bölgelerinde sıcaklığa
bağlı akma gerilmesi değerleri şekil 16-18
de verilmiştir
—•— Esas Metal
800 •
—•—Kaynak dikişi |
—A—ITAB bölgesi j
.600 •
e" 400
1000
- Esas metal
200
- Kaynak dikişi
800
- ITAB bölgesi
0
50
.600
İ 400-I
100
150
200
250
300
Şekil 18 üçüncü rejim sıcaklığa bağlı akma
gerilme değeri
200
50
100
150
200
250
300
T,K
Akma gerilmesi oranlarının kopma gerilmesine
oranları şekil 19,-21 de verilmiştir
Şekil 16 birinci rejim sıcaklığa bağlı akma
gerilme değeri
4
Esas metal
Kaynak dikişi
—»— Esas metal
• Kaynak dikişi
—A— ITAB bölgesi
3
ITAB bölgesi
e"
1
^
^
2
1
0
50
100
150
200
250
Şekil 17 ikinci rejim sıcaklığa bağlı akma
gerilme değeri
0
300
50
100
150
200
250
300
T,K
Şekil 19 Şekil I. Rejim S kop / o oranlarının
sıcaklığa bağlı değerleri
758
Tablo 6 Sertlik değerleri
4 T
—•— Esas Metal
Numuneler Kaynaktan itibaren esas metale
—•— Kaynak dikişi
0,5
1
2,5
1,5 2
1
170 221 170 193 181
2
221 117 170 128 170
3
236 227 297 297 270
Numuneler Kaynaktan itibaren esas metale
3
3,5 4
4,5 5
1
221 170 143 170 160
2
170 160 170 170 128
236 206 193 296 193
3
- * — [TAB bölgesi
2
İ
e
1
0C
50
100
150
200
250
300
T,K
Numuneler Kaynaktan itibaren esas metale
Şekil 20
II. Rejim Skop / o oranlarının
sıcaklığa bağlı değerleri
1
2
3
3.
Esas Metal
5,5
6
6,5
7
7,5
170
160
296
128
150
130
140
160
293
140
128
150
148
130
160
SONUÇ ve ÖNERİLER
Kaynak dikişi
ITAB bölgesi
50
100
Bu çalışmada tam otomatik toz altı kaynağı ile
yapılan kaynak dikişinin ve ITAB bölgelerinin
mekanik özellikleri ve tane yapıları incelenmiştir.
Elde edilen sonuçlara göre;
150
200
250
300
Şekil 21 III. Rejim S kop / er oranlarının
sıcaklığa bağlı değerleri
Yapılan
çalışmada
kaynak rejimlerinin
değiştirilmesi ile elde edilen bölgeler
arasısındaki HV sertlik
dağılımları her bir
0,5 mm de ölçüm yapılarak elde edilen
değerler
toplu
halde
tablo
halinde
gösterilmiştir.
1. ITAB deki ortalama maksimum sertlik akım
şiddetinin artması ile değişmektedir. En
yüksek sertlik değeri 297 HV olarak
ölçülmüştür.
2. Akım şiddetinin ve kaynak hızının azalması
durumunda bölgelerdeki ortalama tane
çaplarında büyümenin olduğu gözlenmiştir.
3. Akım şiddeti ve kaynak hızının azalması
kaynak
metalinin
Gak
değerini
yükseltmektedir. En düşük aak değeri (Esas
metalinkine yakın) akım şiddetinin ve kaynak
hızının düşük olduğu ITAB da görülmüştür.
4. Kaynak
rejimlerinin
değiştirilmesi
ile
malzemenin plastik ve süneklik değerlerinde
değişmenin olması ve buna bağlı olarak akma
gerilmesine etkisinin olduğu gözlemlenmiştir.
759
KAYNAKLAR
1.
VARATHRAJAN, K., TYAGI, A. K.,
SINGRAMAN, R.K., KRISHNAN, R.,
"Microstructure and oxidation resistance
of different regions in the welding of
mild steel", Journal of Mat. Sci. Letters
13,page: 1618, 1621, 1994
2. BROOKS, A. J., MAHIN, K.W,
"Solidifıcation and strucrure of welds,
Page: 37-53, 1990
3. ANIK, S., TÜLBENTÇİ, K., KULUÇ,
>
E., "Örtülü elektrot ile ark kaynağı",
1991
5. KIHARA,
hardning
prediction
Trans. Of
no.l
SUZUKİ, KANATANI, "Weld
of high strength steel s and
of optimum vvellding conditions",
Nbat. Res.Ins for Met. 1(1959)
6. GOURT, L.M.,
esasları", 1996
7.
"Kaynak
teknolojisinin
YARAŞEVIÇ, V.D., "Metallerin düşük
sıcaklıklarda
termoaktivaston
plastik
deformasyonu mekanizması", Metal Bilgisi
ve Metallerin Fiziği, s.856-865, 1971
8. MAKUTOV, N.
A.,
"Konstrüksiyon
elementlerinin
gevrek
kırılmaya
mukavemeti", M., Maşinostroyeviç, s.272,
1981
4. ANIK, S., "Kaynak Tekniği cilt 3", İTÜ
kütüphanesi, sayı. 1030, 1975
760