İÇERİK
Kompozit
malzemeler
Kullanım alanları
Avantaj ve dezavantajları
Sınıflandırılması
KOMPOZİT MALZEMELER
İki veya daha fazla malzemenin makro- düzeyde bir
araya getirilmesiyle oluşturulan ve yeni özelliklere
sahip malzemelere Kompozit Malzeme denir.
KOMPOZİT MALZEMELERİN
KULLANIM ALANLARI
Kompozit malzemeler günümüzde birçok alanda
kullanılmaktadır.
Ev aletleri
Elektrik ve elektronik sanayi
Havacılık sanayi
Otomotiv sanayi
İş makineleri
Tarım sektörü
İnşaat sektörü
Taşımacılık sektörü
Şehir Planlama
Mobilya sanayi
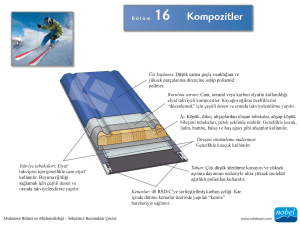
Kompozit Malzemelerin Bileşenleri
1. Matris fazı
Sürekli ve ana faz.
Takviye fazını birarada tutar ve yükü paylaşırlar.
2. Takviye fazı
Matris içindeki ikincil fazdır, matrisin dayanım ve rijitliğini
arttırır.
3. Arayüzey
Matris ile takviye fazı arasındaki fazdır (kimyasal, fiziksel,
mekanik). Yapışmayı belirler.
Kompozit Malzemelerin Sınıflandırılması
a) Matrise Göre
Polimer Matris Kompozitler [Polymer Matrix Composites (PMC) veya Fiber Reinforced
Polymers/Plastics (FRP)] :
Matris olarak çeşitli reçineler, takviye malzemesi olarak da çeşitli elyaflar (cam, karbon, aramid)
kullanılır.
Metal Matris Kompozitler (Metal Matrix Composites,MMC):
Özellikle otomotiv sanayinde kullanılan kompozitlerdir. Ör; SiC takviyeli alüminyum matris
kompozitler.
Seramik Matris Kompozitler (Ceramic Matrix Composites, CMC):
Genellikle, çok yüksek sıcaklıklarda çalışan yapılarda kullanılırlar. Takviye malzemesi olarak
genellikle silicon carbide ve boron nitride gibi kısa fiberler kullanılır.
b) Takviyeye Göre
Elyaf takviyeli kompozitler
Parçacık takviyeli kompozitler
Tabakalı kompozit malzemeler
Bir Malzemede Aranan Özellikler
Akma/kırılma dayanımı
Rijitlik (Elastik modülü)
Kırılma Tokluğu (Çatlak yayılmasına karşı
dayanma direnci)
Yoğunluk (birim hacim kütlesi)
Yüksek sıcaklıklara dayanma direnci
KOMPOZİT MALZEMELER
AVANTAJLARI:
DEZAVANTAJLARI
Yüksek mukavemet
Kolay şekillendirilme
Elektriksel özellik
Yüksek ısı dayanımı
Titreşim sönümlendirme
Korozyona karsı
mukavemet
Kimyasal etkilere karsı
mukavemet
Ekonomiklik
Estetik görünüm
Hafiflik-ağırlık
Yapılarındaki hava zerrecikleri
yorulma özelliklerini olumsuz etkiler,
Yükün değişik yönlerde uygulanması
sonucu değişik özellikler gösterirler,
Tasarımları parametreler iyi
tanımlanamazsa kompozitte yüksek
verimliliğe ulaşılamaz.
Daha yüksek maliyet
İşleme güçlükleri
Geri dönüşümün genellikle olmayışı
KOMPOZİT TÜRLERİ
Yapısal bileşenlerin şekline göre;
Fiberli kompozitler,
Levhasal kompozitler,
Partikül kompozitler,
Doldurulmuş (veya iskelet)
kompozitler,
Tabakalı kompozitler,
Kullanılan matris malzemesine
göre;
Polimer matrisli,
Seramik matrisli,
Metal matrisli kompozitler.
Takviye ve Matris Malzemeleri
Kompozit malzemeler reçine ve takviye bileşenlerinden
oluşur. Kompozitler temel olarak kalıp görevi gören reçine
içine gömülmüş sürekli veya kırpılmış elyaflardan
oluşmaktadır. Bu bileşenler birbirleri içinde çözülmezler
veya karışmazlar. Kompozit malzemelerde elyaf; sertlik,
sağlamlık gibi yapısal özellikleri, plastik reçine malzemesi
ise elyafın yapısal bütünlüğü oluşturması için birbirine
bağlanması, yükün elyaf arasında dağılmasını ve elyafın
kimyasal etkilerden ve atmosfer şartlarından korunmasını
sağlar.
Bir Kompozit Ürünün Özelliklerini
Belirleyen Unsurlar
Takviye elemanının (fiber) özellikleri
Matris malzemenin özellikleri
Fiber-matris ara yüzeyindeki yapışma kabiliyeti
Fiber/matris oranı (Hacimsel Yoğunluk, Fiber Volume
Fraction)
Takviye elemanının geometrisi ve matris içindeki
yönlenmesi (oryantasyonu)
Başlıca Takviye elemanları (elyaf halinde):
Cam
Karbon
Boron
Alüminyum oksit
Silisyum karbür
Organik moleküller (aramidler)
…..
Başlıca Takviye elemanları (elyaf halinde):
1.Doğal elyaflar (artık yerlerini sentetik elyaflara
bırakmışlardır)
2.Sentetik organik elyaflar; Naylon, aramid (düşük
yoğunluklu ve güçlüelyaflardır)
3.Sentetik inorganik elyaflar ; Cam,karbon boron vb.
Bir kompozit yapıda takviye malzemesinin temel
fonksiyonları:
Yük taşımak. Kompozit bir yapıda yük % 70-90 oranında
takviye malzemesi tarafından taşınır.
Direngenlik, mukavemet, termal stabilite sağlamak.
Kullanılan takviyeye (fiber) bağlı olarak elektrik
iletkenliği veya yalıtımı sağlamak.
Bir kompozit yapıda matris malzemesinin temel
fonksiyonları:
Matris fiberleri bir arada tutarak fiberlere yük aktarımında köprü görevi
görür. Yapıya rijitlik ve şekil verir.
Matris fiberleri birbirinden izole eder. Böylece fiberler birbirlerinden bir
yönü ile bağımsız davranırlar.
Matris iyi yüzey kalitesi sağlar.
Matris, aşınma gibi mekanik hasarlara ve çeşitli kimyasal etkilere karşı
fiberleri korur.
Seçilen matris malzemenin özelliklerine bağlı olarak, kompozitin süneklik,
darbe direnci gibi performans karakteristikleri de etkilenir.
MATRİS MALZEMELER (REÇİNELER)
Kompozit malzeme üretiminde kullanılan bir reçineden
beklenen özellikler:
1. İyi mekanik özellikler
2. İyi yapışma kabiliyeti
3. İyi tokluk özellikleri
4. Çevresel etkilere direnç: Reçinelerin birtakım çevresel
etkilere (UV gibi), suya ve agresif maddelere (kimyasallar)
dirençlerinin yüksek olması istenir.
METAL MATRİSLER
Hafif metaller, kompozitler için matriks malzemesi olarak çok cazip
olmaktadır. Bunlar plastiklerden daha yüksek elastik modül, dayanım ve
tokluğa sahip olup yüksek sıcaklıklarda özellikleri de daha iyidir.
Ancak metal matriksli kompozit üretimi daha zordur. Bunlar her elyafla iyi
ara yüzey bağı oluşturmazlar.
MMK'lerde çok yaygın olarak kullanılan matris malzemesi, düşük
yoğunluklu, iyi tokluk ve mekanik özelliklere sahip olan hafif metaller ve
alaşımlarıdır. Bu nedenle hafif yapı konstrüksiyonlarda tercih edilirler.
Atmosfere karşı korozyon dayanımının da çok yüksek olması diğer
karakteristik özelliklerinden biridir.
PLASTİK MATRİSLER
Plastikler, monomer denilen kimyasal ünitelerden meydana gelen zincir
şeklinde bir yapıya sahip sentetik malzemelerdir.
Plastiklerin yapısı amorf şeklinde olup uzun ve karışık yapılı zincirlerin
komşuları ile uyum sağlayıp düzenli yapı oluşturmaları çok zordur. Bir lineer
polimerin yapısı pişmiş makarnayı andırır, zincirleri birbiri ile dolaşmış halde
bulunur.
Kristalleşme imkanı soğuma hızı yavaş olursa artar. Mekanik özellikler
kristalleşme derecesi ile artar. Plastikler hafif olması ve kolay
işlenebilmelerinden dolayı geniş bir uygulama alanına sahiptir.
SERAMİK MATRİSLER
Seramikler, metal ve metal olmayan elemanlardan meydana gelen inorganik
bileşikler olup doğada kayaların dış etkilere karşı parçalanması sonucu
oluşan kaolen, kil vb. maddelerin yüksek sıcaklıkta pişirilmesi ile elde edilen
malzemelerdir.
Seramikler, farklı şekilde silikatlar, aluminatlar ile birlikte metal oksitlerinden
oluşurlar. Bu nedenle de çok sert, gevrek ve yüksek sıcaklığa
dayanıklıdırlar.
Seramik malzemeler endüstriyel fırınlar tuğla, betondan elektronik ve optik
araçlarda kullanılan yeni malzemelere kadar geniş bir alanı kapsarlar.
Camlar kimyasal olarak çok taraflı fakat cam geçiş sıcaklığından geçerken
dayanımını kaybederler ancak bunlar da kırılgandır.
Üretim Yöntemleri
1) EL YATIRMASI METODU
2) PÜSKÜRTME METODU
3) REÇİNE ENJEKSİYON METODU
4) SMC/BMC HAZIR KALIPLAMA BİLEŞİMLERİ
5) ELYAF SARMA METODU
6) SAVURMA DÖKÜM METODU
7) PROFİL ÇEKME METODU ( PULTRUZYON )
8) DEVAMLI LEVHA ÜRETİM METODU
9) TERMOPLASTİK ENJEKSİYON / EKSTRÜZYON METODU
10) PRESLENEBİLİR TAKVİYELİ TERMOPLASTİK (GMT)
METODU
11) LFT (LONG FİBER THERMOPLASTİCS – UZUN ELYAF
TAKVİYELİ TERMOPLASTİKLER )
1) EL YATIRMASI METODU
Geniş yüzeyli CTP kalıplaması için en çok kullanılan
metoddur. Kalıp ayırıcı uygulandıktan sonra jelkot uygulanır.
Jelkot tabakasının sertleşmesinden sonra cam elyafı ve
polyester fırça veya yün rulo ile uygulanır Emek-yoğun bir
üretim metodu olduğundan kapasite, emek ve kalıp adedine
bağlıdır. Bir kalıptan günde ortalama 2 ürün alınabilir
2) PÜSKÜRTME METODU
El yatırması metodunun daha seri olarak uygulanmasını
sağlayan bir kalıplama metodudur. Üretim sırasında kalıp
üzerine polyester ve cam elyafı özel bir makine yardımı ile
püskürtülür. Püskürtme metodunda devamlı cam elyafından
fitil, püskürtme işlemi sırasında 17-50 mm uzunluğunda
kırpılarak kullanılır. Geniş yüzeyli ürünlerde seri üretim
olanağı ve işcilikten tasarruf sağlar.
3) REÇİNE ENJEKSİYON METODU
Bu üretim metodunda dişi ve erkek olmak üzere iki kalıp
kullanılarak iki yüzü düzgün ürün elde edilir. Reçine
enjeksiyonu için üretilmiş olan özel cam keçe (devamlı keçe)
kalıp üzerine yerleştirilir ve kalıplar kapatılır. Önceden
hazırlanmış olan bir reçine enjeksiyon noktasından, basınç
altında polyester, kalıp içine enjekte edilir. Reçine
enjeksiyonu metodu ile daha seri ve ekonomik olarak el
yatırmasına oranla daha kaliteli ürün elde edilir.
4) SMC/BMC HAZIR KALIPLAMA BİLEŞİMLERİ
Ürün boyutuna göre 3-6 dakikalık bir kalıplama süresi
sağlayan hızlı, seri bir kalıplama metodudur. Önceden
hazırlanmış, pestil veya hamur haldeki cam elyafı –
polyester– dolgu ve katkı malzemeleri karışımının 150-170 C
sıcaklıkta, 50-120 kgf/cm2 basınç altında çelik kalıplarda
şekillendirilmesi metodudur
5) ELYAF SARMA METODU
Özellikle boru ve tank üretimi için kullanılan kalıplama
metodudur. Devamlı cam elyafından fitillerin polyester
banyosundan ıslatıldıktan sonra dönen bir kalıp üzerine belirli
açılarda sarılması şeklindedir.
6) SAVURMA DÖKÜM METODU
Boru, depo, direk gibi silindirik ürünlerin yapımında kullanılır.
Döner bir kalıp içine cam elyafı ve polyester birlikte
püskürtülür. Kalıbın dönmesinden meydana gelen merkezkaç
kuvvet, laminatın kalıp yüzeyine yapışmasını ve her iki yüzü
düzgün ürün elde edilmesini sağlar.
7) PROFİL ÇEKME METODU ( PULTRUZYON )
Devamlı cam elyafından fitillerin polyester banyosundan
geçirildikten sonra istenilen profilde bir sıcak kalıp içinden
çekilirken sertleştirilmesi prensibine dayanır. Elyaf takviyesi
yönünde çok dayanıklı ve cam elyafı oranı çok yüksek profil
ürünler elde edilir.
TEŞEKKÜRLER