6th International Advanced Technologies Symposium (IATS’11), 16-18 May 2011, Elazığ, Turkey
Yarı-Katı Sıcaklıkta Bekletme Süresinin A357
Alaşımının Tiksotropik Mikroyapısı Üzerine
Etkileri
M. Özer1, K Kocatepe2 ve M.Erdoğan3
Gazi Üniversitesi, Ankara/Türkiye, mcerah@gazi.edu.tr
Gazi Üniversitesi, Ankara/Türkiye, kadirk@gazi.edu.tr
3
Gazi Üniversitesi, Ankara/Türkiye, mehmeter@gazi.edu.tr
1
2
döküm hatalarını önemli derecede elimine edebilen yarı-katı
şekillendirme yöntemi mekanik özellikleri (özellikle %
uzamayı) arttırmaktadır [8].
Effects Of Holding Time At Semi-Solid
Temperature On The Thixotropic
Microstructure Of A357 Alloy
Abstract —Tixo semi-solid casting of A357 aluminum alloy
need to feedstock having non-dendritic tixotropic
structure. In this study, feedstock ingots were produced by
using cooling slope method at 630°C superheat
temperature and 350 mm distance of inclined plate. 45 μm
grain size and 0.60 shape factor of primary α-Al in the
microstructure of obtained ingots were achived.
Reheating of obtained feedstock ingots at 572 oC
temperature with various holding times (1, 3, 5 and 7 min)
were also performed due to achieve thixotropic
microstructure. The results showed that 5 min. holding
time at 572 ºC reheating temperature of feedstock ingots
provided optimum tixotropic micro structure with 68 μm
grain size and 0.70 shape factor of primary α-Al.
Bu çalışmada, eğimli soğutma plakasına döküm yönteminde
630ºC döküm sıcaklığı ve 350 mm soğutma plakası mesafesi
kullanılarak üretilen ingotlarda 572ºC sıcaklıkta çeşitli
bekleme sürelerinde (1, 3, 5 ve 7 dk.) yapılan yeniden ısıtma
işlemlerinin mikroyapı üzerindeki etkisi metalografik ve nicel
olarak araştırılmıştır.
II. MALZEME VE METOT
Deneylerde kullanılan A357 alüminyum alaşımının
kimyasal bileşimi Tablo 1’de verilmiştir. Ergitme işlemi
elektrik dirençli ergitme ocağında 5 kg’lık SiC potada
yapılmıştır. Ergitme sırasında sıvı metalin gaz almasını ve
yüzey oksitlenmesini engellemek için % 0.5 oranında Foseco
Coverall-90 koruyucu kullanılmıştır. Sıvı metal döküm
işleminden önce 730 ºC’de % 0.2 oranında Foseco Nitral
C19 ile gaz giderme işlemine tabi tutulmuştur.
Keywords—Cooling slope , thixotropic microstructure,
A357 alloy, holding time
Tablo 1. A357 alüminyum alaşımının kimyasal bileşimi
Alaşım Elementleri (Ağırlıkça %)
Alaşım
Si
Mn
Mg
Fe
Cu
Ti
Al
I. GİRİŞ
A357
Alaşımların katı ve sıvı denge sıcaklıklarının arasında
şekillendirilmesi yarı-katı şekillendirme işlemi olarak
adlandırılır [1,2]. Yarı-katı şekillendirme işleminin
gerçekleşmesi için stok malzemesinin (ön malzeme) yarı-katı
sıcaklıkta dendritik olmayan tiksotropik özelliğe (küremsi
mikroyapıya) sahip olması gerekmektedir [1,3]. Ön
malzeme mikroyapısında bulunan birincil fazın şekli, boyutu
ve hacim oranı akış özelliklerini etkiyen en önemli
parametrelerdir [4-7]. Yarı-katı metalin viskozitesi ön
malzemedeki katı fazın hacim oranının artması ile artar ancak
birincil faz tane boyutunun azalması ve küreselleşme
derecesinin artmasıyla azalır.
7.21
0.31
0.31
0.167
0.002
0.137
92.15
Deneysel çalışmalar için kurulan eğimli soğutma plakasına
(ESP) döküm ünitesi [9] Şekil 1’de verilmiştir. ESP’de etkili
soğutma üniteye monte edilen su soğutma sistemi ile
sağlanmıştır. ESP’nin yüzeyi döküm işlemi sırasında metalin
akıcılığının iyileştirilmesi için BN (Bor Nitrür) ile
kaplanmıştır. Dökümler için 40 mm çapında, 110 mm
yüksekliğinde Ç1050 malzemesinden üretilen çelik kalıp
kullanılmıştır. Dökümlerin rahat gerçekleştirilebilmesi için
çelik kalıp üzerine 450ºC sıcaklıktaki grafit havşa
kullanılmıştır.
Geleneksel metal döküm yöntemlerinde, sıvı metalin kalıbı
doldurması sırasında türbülanslı sıvı akışından kaynaklanan
gaz boşlukları, çekme boşlukları ve segregasyon gibi döküm
hataları mekanik özellikleri önemli derecede düşürür. Bu
442
Yarı-Katı Sıcaklıkta Bekletme Süresinin A357 Alaşımının Tiksotropik Mikroyapısı Üzerine Etkileri
100
90
80
Katı Oranı (%)
70
60
50
40
30
20
10
0
540
Tablo 2. 630 oC döküm sıcaklığında gerçekleştirilen dökümlerin
kodlanması
630-MKD
Metal Kalıba Döküm
Eğimli Soğutma Plakasına
Döküm
630-ESP350
570
580
590
600
610
Şekil 3. Sıcaklık - % katı- oranı grafiği
Numuneler 60º eğimli ESP döküm ünitesinde 630ºC döküm
sıcaklığında ve 350 mm soğutma plakası mesafesinden
dökülerek üretilmiştir. Karşılaştırma yapmak amacıyla ESP
döküm ünitesi kullanılmadan aynı döküm sıcaklığında (630ºC)
metal kalıba dökümler de (MKD) yapılmıştır. Numunelerin
kodlanmasında döküm sıcaklığı, döküm yöntemi ve eğimli
soğutma plakası mesafesi sırası dikkate alınmıştır.
Döküm Yöntemi
560
Sıcaklık (ºC)
Şekil 1. ESP ünitesi
Numuneler
550
ESP uzunluğu
(mm)
350
Döküm ve yeniden ısıtma sıcaklıklarının tespiti için A357
alaşımının DSC analizi 2ºC/dk ısıtma hızında, argon koruyucu
ortamında 750ºC sıcaklığa ısıtılarak yapılmıştır (Şekil 2). DSC
analizinde elde edilen sıcaklık-ısı akışı grafiğine göre ergime
(612ºC) ve katılaşma (539ºC) sıcaklıkları belirlenmiş ve %
katı oranını veren grafik çıkarılmıştır (Şekil 3). Bu çalışmada,
% 47 katı oranına tekabül eden 572ºC sıcaklık yeniden ısıtma
sıcaklığı olarak kullanılmıştır. Numunelerin kodlanmasında
YI yeniden ısıtmayı temsil etmektedir. 630-ESP350-YI
numune kodunun açılımında; 630ºC: döküm sıcaklığı, 350
mm: eğimli soğutma plakası mesafesi, YI: yeniden ısıtma
sıcaklığını ifade etmektedir.
Yeniden ısıtma işlemleri Inductotherm marka 35kW’lık
Power VIP Dual Track indüksiyon jenaratör ünitesine bağlı
indüksiyon bobini kullanılarak gerçekleştirilmiştir. Sıcaklık
verileri K tipi ısıl çiftin bağlı olduğu Agilent marka veri
toplayıcı ile saniyede 1 veri alınarak kaydedilmiştir. Yarı-katı
sıcaklıkta bekleme esnasında sıcaklıktaki değişim ±1°C
aralığında sabitlenmiştir. ESP döküm ünitesinde 630ºC döküm
sıcaklığında ve 350 mm soğutma plakası mesafesinden
dökülerek üretilen optimum özelliklere sahip ön malzemeler,
yarı-katı sıcaklıkta bekleme sürelerinin mikroyapıya etkisini
belirlemek amacıyla 572oC sıcaklıkta 1, 3, 5 ve 7 dk süre ile
yeniden ısıtma işlemine tabi tutulmuştur. Numuneler yeniden
ısıtma işlemini takiben 20ºC sıcaklığa sahip suda hızla
soğutulmuştur.
Döküm parçanın bütününü temsil etmesi amacıyla her bir
ingottan 9 adet metalografik inceleme numunesi Şekil 4’de
gösterildiği gibi alınmıştır.
Şekil 4. İngotlardan metalografik numunelerin alındığı bölgeler ( Ü:
Üst, O: Orta, A: Alt, M: Merkez, K: Kenar)
Şekil 2. A357 alaşımının DSC grafiği
443
M. Özer, K. Kocatepe, M. Erdoğan
Numuneler
standart
metalografik
yöntemlerle
(zımparalama, parlatma) hazırlanmış ve %0.5’lik HF asit (0.5
HF+99.5 Saf su) çözeltisi ile dağlanmıştır. Metalografik
incelemeler ve nicel ölçümler Leica DFC 320 dijital kamera
bağlantılı Leica DM4000M marka optik mikroskop
kullanılarak gerçekleştirilmiştir. Birincil α-Al fazının boyut
ölçümleri çizgisel kesişme metodu (MLI) kullanılarak
yapılmıştır. Ölçümler her bir numune için 100 büyütmede 10
adet mikroyapı görüntüsü üzerinde Leica Q550MW görüntü
analiz yazılımı kullanılarak gerçekleştirilmiştir. Her bir
metalografik numune için 500 adet birincil α-Al fazı
ölçülmüştür. Mikroyapıda birincil α-Al fazının şekil faktörü
(F) aşağıda verilen eşitlik ile belirlenmiştir [10].
F= 4πAα / (Pα)2
Burada F: şekil faktörü, Aα :mikro yapıda oluşan birincil αAl fazının alanı (μm2) ve Pα:mikro yapıda oluşan birincil α-Al
fazının çevresidir(μm).
büyümeye devam eden katı parçacıklar akan sıvı ile birlikte
yuvarlanarak plakanın alt noktasından kalıba girer. Metal
kalıpta ısı transferinin yüksek olmasından dolayı daha fazla
büyümeye fırsat bulamayan dendrit parçacıkları birbiriyle
çarpışabilir ve bir araya toplanabilirler. Katılaşma sonunda
birincil faz olan α-Al rozet ve/veya küremsi şeklinde teşekkül
eder [9-14].
ESP ve MKD döküm yöntemleri ile üretilen dökümlerin
mikroyapıları Şekil 6.a-b’de detaylı olarak gösterilmiştir.
MKD yöntemi ile üretilen dökümlerin merkez, kenar ve orta
bölgelerindeki
mikroyapılarının
homojen
olmadığı
gözlemlenmiştir, Şekil 6.a. Birincil α-Al fazı ingot kenarına
yakın bölgelerde ince, ingotun merkez bölgelerinde ise daha
kaba yapıdadır. 60° eğimli ESP döküm ünitesi kullanılarak
350 mm soğutma plakası mesafesinden dökülen ingotların
mikroyapısında birincil α-Al fazı dendritik morfolojiden daha
ziyade küremsi ve/veya rozet şeklinde oluşmuştur, Şekil 6.b.
III. SONUÇLAR VE TARTIŞMA
Geleneksel döküm yöntemlerinden biri olan MKD yöntemi
ile 630ºC döküm sıcaklığından dökülen ingotların mikroyapısı
dendritik birincil α-Al fazı ile ötektik yapıdan (Şekil 5.a)
meydana gelmiştir.
60° eğimli ESP döküm ünitesi
kullanılarak 630ºC döküm sıcaklığından ve 350 mm soğutma
plakası mesafesinden yapılan dökümlerde ise mikroyapının
rozetimsi ve/veya nadiren de küremsi birincil α-Al fazından ve
ötektik yapıdan teşekkül ettiği gözlemlenmiştir (Şekil 5.b).
Şekil 6. 630ºC döküm sıcaklığından dökülen numunelerin farklı
bölgelerinin mikroyapıları, a) 630-MKD, b)630-ESP350
Şekil
5.
630ºC döküm sıcaklığından dökülen numunelerin
mikroyapıları a)630-MKD, b)630-ESP350
ESP dökümlerinde gözlenen küremsi ve rozet mikro
yapıların oluşum nedenleri aşağıda verilen mekanizmalarla
açıklanabilir;
Sıvı metal soğutma plakasına temas eder etmez ısısının
önemli bir kısmını kaybeder. Sıvı metal sıcaklığındaki hızlı
düşüş birincil α-Al fazı için önemli derecede alt soğuma etkisi
göstererek çok sayıda çekirdeklenme meydana getirir. Bu
durum literatürde “Big-Bang” çekirdeklenme mekanizması
olarak bilinmektedir. Sıvının hareketi ile eğimli plakada
yerçekimi etkisinden kaynaklanan güçlü kesme gerilmesi
henüz yeni oluşan birincil Al α-fazı dendritlerini yüzeyden
ayırır ve/veya eğimli soğutma plakası yüzeyinde büyüyen
dendrit kollarını kırar. Kopan veya ayrılan her bir dendrit
parçası sıvı içinde dağılır. Sıvı tarafından kuşatılan ve
444
ESP döküm yöntemi ile 350 mm soğuma plakası
mesafesinden üretilen dökümlerin %47 sıvı hacim oranına
karşılık gelen 572 oC sıcaklıkta 1,3,5 ve 7 dk sürelerde
bekletilmesi ve ardından 20 ºC sıcaklıktaki suda soğutulması
sonucu oluşan mikroyapı fotoğrafları Şekil 7’de verilmiştir.
572 oC yarı-katı sıcaklıkta 1 dk bekletme süresinin birincil
α-Al fazının rozetimsi yapısını bozmak için yeterli olmadığı
görülmüştür (Şekil 7.a). Rozetimsi yapının bozunumu 3dk
bekletme süresinde başlamış ancak ayrılma bütünüyle
gerçekleşmemiştir. Bununla birlikte yapıda bulunan bağımsız
birincil α-Al fazında küreselleşme meydana gelmiştir (Şekil
7.b) . Rozetimsi yapıya sahip birincil α-Al fazının bozunumu
ve küreselleşmesi 5 dk bekletme süresi ile gerçekleşmiştir
(Şekil 7.c). 5 dk bekletme süresinde birincil α-Al fazının
çevresini kuşatan ötektik sıvı durumuna geçerek
küreselleşmeyi sağlamıştır.
Yarı-Katı Sıcaklıkta Bekletme Süresinin A357 Alaşımının Tiksotropik Mikroyapısı Üzerine Etkileri
572 ºC’ye yeniden ısıtma işlemi esnasında ısının ve
bekleme süresinin artmasıyla birlikte birincil α-Al tanelerinde
şekil ve boyut değişikliği meydana gelir. Birincil α-Al
taneleri yeniden ısıtma işleminde yüzey serbest enerjilerini
minimuma indirmek için küre şeklini almaktadırlar. Birincil αAl tane boyutunun büyümesindeki itici güç yüzey enerjisidir
ve aşağıda verilen mekanizmalar ile açıklanabilir [10,16].
Şekil 7. 630-ESP350 numunesinde 572 ºC’de farklı bekleme
sürelerindeki birincil α-Al fazının mikroyapı görüntüleri
a)1dk. , b)3dk. , c) 5dk. ,d) 7dk
5 dk bekletme süresinde döküm numunenin (ingot) uç
kısımlarda hafif bombe oluşmuş fakat numune geometrik
konumunu korumuştur. 7 dakika bekleme süresinde ise
birincil α-Al fazları birleşerek, tane boyutunun artmasına
neden olmuştur (Şekil 7.d). En ideal küresellik derecesine
sahip tiksotropik mikroyapı 572 ºC yarı-katı sıcaklığında 5dk
süre ile bekletilen 630-ESP350-YI kodlu numuneden elde
edilmiştir.
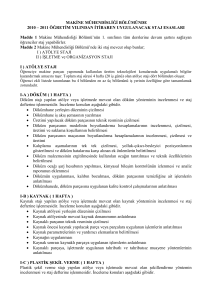
630-ESP350-YI numunelerde birincil α-Al tane boyutu ve
şekil faktörünün yarı katı sıcaklıkta bekleme süresine bağlı
olarak nicel değişimi Şekil 8’de verilmiştir. 630 ºC döküm
sıcaklığında MKD yönteminde 60 μm olan birincil α-Al tane
boyutu 350 mm eğimli soğutma plakası mesafesinden elde
edilen numunelerde 47 µm’ye düşmüştür. Ancak bu değer
572 oC yarı-katı sıcaklıkta 5 dk süre ile bekletme sonucunda
68 µm’ye yükselmiştir (Şekil 8.a). Birincil α-Al fazının şekil
faktörü ise MKD yöntemi, ESP döküm yöntemi ve 572 oC
yarı-katı sıcaklıkta 5 dk. süre ile bekletme işlemlerinde
sırasıyla 0.42, 0.60 ve 0.70 olmak üzere sürekli artış
göstermiştir (Şekil 8.b). En ideal tiksotropik yapı, şekil
faktörünün 1 olduğu durumlarda elde edilmektedir. Şekil
faktörü 1’e yaklaştıkça birincil α-Al fazının küresellik
derecesi iyileşmekte ve alaşımın tiksotropik davranış gösterme
kabiliyeti artmaktadır [15].
Kabalaşma Ostwald büyümesi olarak adlandırılan küçük
tanelerin büyük tanelere geçmesi ve iki farklı tanenin
birleşmesi olmak üzere iki şekilde gerçekleşir. Küçük
tanelerin konsantrasyonu (küre kıvrımı) iri tanelerden daha
büyüktür (C1(küçük)>C2(iri)). Yeniden ısıtma işlemi sırasında
yeterli sıcaklık ve süre mevcut olduğunda küçük taneleri
meydana getiren atomlar önce sıvı içerisine geçer ve daha
sonra iri tane yüzeylerine difüz ederler [10,16,17].
Tane kabalaşması sıcaklığa ve zamana bağlı olarak
gerçekleşir. Yeniden ısıtma sıcaklığı düşük ve bekleme
zamanı yetersiz olduğunda birleşme meydana gelirken oluşan
tane içinde sıvı hapsolur. Yeniden ısıtma sıcaklığı yüksek ve
bekleme süresi uzun olduğunda Ostwald büyümesi
(kabalaşma) meydana gelir. Burada oluşan tanelerde
hapsolmuş sıvı bulunmaz [10,16]. Qin ve arkadaşları [17]
izotermal bekleme süresinin artması ile birincil α-Al tane
boyutunun arttığını ve morfolojisinin daha da küreselleştiğini
tespit etmişlerdir.
IV. SONUÇLAR
Eğimli soğutma plakasına döküm yönteminde 630ºC döküm
sıcaklığı ve 350 mm soğutma plakası mesafesi kullanılarak
üretilen ingotlarda 572ºC sıcaklıkta çeşitli bekleme sürelerinde
(1, 3, 5 ve 7 dk.) yeniden ısıtma işlemlerinin mikroyapıya
etkisi üzerine yapılan çalışmalarda elde edilen sonuçlar
aşağıda özetlenmiştir:
1. 630ºC döküm sıcaklığından MKD yöntemi ile
dökülen numunelerin mikroyapısında birincil α-Al
fazı dendritik olarak katılaşmaktadır. Dendritik
birincil α-Al fazının tane boyutu ortalama 60 μm ve
şekil faktörü 0.42 olarak tespit edilmiştir.
2. 60° açılı ESP döküm ünitesinde, 630ºC döküm
sıcaklığı ve 350 mm soğutmalı plaka döküm mesafesi
rozetimsi ve nadiren de küremsi morfolojiye sahip
birincil α-Al fazını üretmiştir.
3. 630-ESP350 döküm şartlarında, 45 μm α-Al tane
boyutu ve 0.60 şekil faktörüne sahip mikroyapı
teşekkül etmiştir.
4. Birincil α-Al fazının tane boyutu ve şekil faktörü
bakımından optimum değerleri 572°C yarı katı
sıcaklıkta 5 dakika bekleme süresinde 68 μm α-Al
tane boyutu ve 0.70 şekil faktörüne sahip mikroyapı
ile elde edilmiştir.
TEŞEKKÜR
Şekil 8. Yarı-katı sıcaklıkta bekleme süresine bağlı olarak birincil αAl fazı (a)ortalama boyutu ve (b)şekil faktörü değişimi
Bu çalışmanın finansal desteğini sağlayan Devlet Planlama
Teşkilatına (2003K120470-27 ) ve Gazi Üniversitesi Bilimsel
Araştırma Projelerine (GÜBAP 07-2007/18) teşekkür ederiz.
445
M. Özer, K. Kocatepe, M. Erdoğan
ESP döküm ünitesinin dizaynında ve DSC analizlerinde
bizlere önemli derecede destek sağlayan TÜBİTAK-MAM ve
özellikle Doç.Dr.Yücel Birol’a teşekkür ve şükranlarımızı
belirtmek isteriz.
KAYNAKLAR
1.
2.
3.
4.
5.
6.
7.
8.
9.
10.
11.
12.
13.
14.
15.
16.
17.
Budiman, H., M.Z. Omar, A. Jalar, A.G. Jaharah, “Effect of Water
Cooling on the Production of Al-Si Thixotropic Feedstock by Cooling
Slope Casting”, European Journal of Scientific Research, 32(2): 158-166
(2009).
Spencer, D., Mehrabian, R. And Flemings, M., “Rheological behavior of
Sn-15pec Pbi Crystallization Range” Metall. Trans A., 3A:19251932(1972).
Atkinson H.V. “Modelling the semisolid processing of metallic alloys”,
Progress in Materials Science ,50: 341–412(2005).
Atkinson, H.V., Kapranos,P., Liu, D., Chayong, S.A., Kirkwood, D.,
“Thixoforming of normally wrought aluminium alloys” Materrials
Science Forum, 396-402:131-136(2002).
Flemings, M., Riek,R. And Young K., “Rheocaasting” Mater sci. Eng.
25:103-117(1976).
Flemings, M., “Behavior of Metal Alloys in the semi solid state”, Metall
Trans. A, 22A:957-981(1991).
Kirkwood, D.H., “Semisolid metal processing”, International Materials
Reviews, 39(5):173-189(1994).
Haga, T., Kapranos, P., “Simple rheocasting process”, Journal of
Materials Processing Technolog,130-131:594-598(2002).
Birol, Y., “A357 thixoforming feedstock produced bycooling slope
casting”, Journal of Materials Processing Technology, 186: 94–
101(2007).
Verhoeven, J.D., 1975, “Fundamentals of Physical Metallurgy”,Canada,
400-403(1975).
Haga, T., Suzuki, S., “Casting of aluminium alloy ingots for thixoforming
using a cooling slope”, Journal of Materials Processing Technology, 118
(1-3): 169-172 (2001).
Taghavi, F., Ghassemi, A., “Study on the effects of the length and angle
of inclined plate on the thixotropic microstructure of A356 aluminum
alloy”, Materials and Design, 30:1762–1767(2009).
Legoretta, C.E., Atkinson, H.V., Jones, H., “Cooling slope casting to
obtain thixotropic feedstock I: observations with a transparent analogue”,
Journal of Mater Science, 43:5448–5455(2008).
Gençalp, S., Kasman Ş., Saklakoğlu, N. “Soğutma plakasında döküm
sırasında plaka açı ve uzunluğunun mikroyapı gelişimine etkisinin
incelenmesi”, 5. Uluslararası İleri Teknolojiler Sempozyumu (IATS’09)
Bildiriler Kitabı, Karabük, Türkiye, 784-788 (2009).
Fan, Z., “Semisolid Metal Processing” International Materials Reviews,
47(2): 49-85(2002).
Kocatepe, K., “Metalik Sodyum ile Modife edilmiş Al-%7Si-%0.65Mg
Alaşımında Silisyumun Isıl İşlem ile küreselleştirilmesi”, Politeknik
Dergisi, 2(2):17-25(1999).
Qin Q.D., Zhao, Y.G., Cong, P.J., Zhou, W., Xu, B., “Semisolid
microstructure of Mg2Si /Al-Si-Cu composite by cooling slope cast and
its evoluotion during partial remelting process”, Materials Science and
Engineering A, 444:99-103(2007)
446