TOZ METALURJISININ AVANTAJLARı
T/M küçük, karmaşık ve boyutsal hassasiyeti yüksek parçaların seri
imalatına son derece uygundur. Belirli derecede porozite ( gözenek )
ve geçirgenlik elde edilir. T/M ile üretilen parçaların büyük bir
kısmında elde edilen boyutsal hassasiyet ve yüzey kalitesi talaşlı
işlem gibi ekstra operasyonlara olan gereksinimleri ortadan
kaldırması ve malzeme kaybının çok az olması T/M yönteminin
ekonomik bir üretim yöntemi olduğunun göstergesidir.
Bazı malzemelerin ergime sıcaklığının çok yüksek olması ve bu
sıcaklıklara ulaşılamaması, bazı özelliklerin ancak T/M ile
sağlanabilmesi (kendi kendine yağlanan yataklar), bazı önemli
malzemelerin bu yöntem ile üretilmesi toz metalurjisini zorunlu
kılan başlıca sebeplerdir. Çok sayıda üretim söz konusu olduğunda
en iyi uygulanabilen bir metot olması, boyut kontrolü ve şekil
karmaşıklığı T/M yönteminin en bariz avantajlarıdır.
2
T/M yönteminin genel olarak avantajları aşağıda
maddeler halinde verilmiştir :
Yüksek malzeme kullanım oranı, düşük malzeme kaybı
Yüksek üretim hızları
Düşük maliyet
Düzgün yüzey, yakın tolerans değerlerinin elde edilmesi
Karmaşık şekilli parçaların imalatı
Yüksek ergime sıcaklığına sahip metallerin imalatı
Yüksek yoğunluğa sahip parça üretimi
Metal matriks kompozit ve metal alaşımları üretimi
Üstün mikro yapısal özelliklere sahip parça üretimi
Belirli derecede gözeneklilik ve geçirgenlik
3
Toz metalurjisi teknolojileri parçacıkların bir araya gelmesiyle
oluşan tozlarla başlar. Yoğunlaştırma işleminde önemli girdi olması
nedeniyle tozun iyi anlaşılması gerekir.
Parçacık tozun bölünemeyen en küçük birimi olarak tanımlanır.
Toz işleme teknolojileri genellikle dumandan büyük (0.01-1 µm)
kumdan küçük (0.1-3 µm) parçacıklarla ilgilenir. Kullanılan tozların
çoğu, insan saçı çapı ölçüsündendir (25-200 µm).
4
Toz metalurjisi ile üretilen parçalar,
alanlarında kullanıldığı için, tozların
alanının gereksinimlerine göre dikkatli
gerekmektedir. Tozların özelliklerinin bir
belirlemektedir.
endüstrinin çok değişik
özelliklerinin uygulama
bir şekilde belirlenmesi
çoğunu üretim teknikleri
Tozların
özelliklerinin
araştırılmasında tozun tane
büyüklüğü, tane şekli, yüzey
alanı, içyapısı ve kimyasal
analizi gibi değişkenler dikkate
alınmaktadır.
Bu parametrelere bağlı olarak
görünür
yoğunluk,
sıkıştırılabilirlik, toz akış hızı
ve ham mukavemet değerleri
farklılıklar göstermektedir. 5
Seramik parçaların üretim süreçleri sırasındaki
mikroyapısal kontroller, bazı gerekli özelliklerin
belirlenmesinde
kriterdir.
Seramik
üretimi
komplekstir ve bazı faktörlerden etkilenir.
Bu faktörler iki grupta toplanabilir. Bunlardan
birincisi üretim koşulları, bir diğeri ise kullanılan
hammaddenin kendi özellikleridir.
Üretim koşulları; sıcaklığı, basıncı, atmosferi ve
zamanı içine alır.
Kendi
özellikleri ise; hammadde tozunun
karakteristikleridir. Bunlar; tozun saflığı, tane
boyutunun dağılımı, şekil dağılımı, yüzey alanı vb.
dir. Toz karakteristikleri içerisinde en önemlileri,
tane boyutu ve saflığıdır.
6
Toz ve aglomere karakteristiğine özellikle dikkat
edilmelidir. Toz mikron ve hatta mikron altı boyutta
olmalıdır. Çünkü tozlar ne kadar küçük boyutta ise o kadar
yüksek yüzey alanına ve serbest yüzey enerjisine sahiptir.
Bu nedenle, serbest yüzey enerjisini düşürmek için
aglomere olma eğilimindedirler.
Aglomerasyon toz özellikleri üzerinde önemli bir etkiye
sahiptir. Aglomere birincil partiküllerin topaklanması
olarak tanımlanır.
Seramik parçalar genellikle belirli boyutta ve boyut
dağılımında ve belli aglomere şeklini içeren preslenmiş
tozlardan oluşur. Bu preslenen tozlar genellikle
aglomerasyonu düzenleyen organik bağlayıcılar içerir.
Aglomereler presleme, ekstrüzyon yoluyla seramik parça
oluşumu
sırasında
kırılmayabilir.
Preslenmiş
ve
7
sinterlenmiş malzemenin yoğunluğu üzerinde çok önemli
bir etkiye sahiptir.
TOZLARDAN İSTENEN ÖZELLIKLER
Seramik malzemelerin üretiminde, son özelliklere
etkili olan en önemli parametre kullanılan başlangıç
tozlarının özellikleridir.
İstenilen kimyasal kompozisyonun her zaman elde
edilmesi gerekir.
8
a) Aktif toz: İdeal olarak tozların %100 yoğunluğa
kolaylıkla sinterlenmesi istenir.
b) Boyut olarak tamamen kontrollü ve üretilebilir
tane boyutu: Tane boyutu, tozun en önemli
karakteristik özelliğidir. Genellikle 0,5 mikronun altında
tane boyutu istenir. Çünkü tane boyutu sinterlemeyi
kontrol eden en önemli parametredir. Paketlenmiş
ürünün tane boyutu sinterlenmiş ürünün tane
boyutundan küçük olmalıdır.
G
D= Sinterlenmemiş ürünün tane
boyutu
G= Sinter ürünün tane boyutu
D< G olmalıdır.
9
c) Boyut dağılımı: İyi bir sinterlemenin olabilmesi için
ileri teknoloji seramiklerinde dar boyut dağılımına sahip
tozlar istenir.
d) Tane şekli: Tozların şekli aspect oranı (l/d) ile
tanımlanır. İdeal olarak küresel boyutta tozlar istenir.
Ancak gerçek seramik tozlar genellikle düzensiz bir şekle
sahiptir ve ideal bir paketleme için uygun değildir.
Düzensiz şekilli tozların preslenmesinden sonra porozite
genellikle %35’den fazladır. Hatta bazen %50’den fazla
da olabilir. Yoğunlaşma sırasında bu büyük miktardaki
poroziteyi yok etmek oldukça güçtür.
D: Partikül çapı
L: Partikül uzunluğu
Aspect oranı =L/D≈1 olması istenir.
10
e) Homojenlik: Partiküllerin içinde yoğunluk değişimleri
istenmez. Atomik boyutta kimyasal homojenite istenir.
f) Saflık: İleri teknoloji seramiklerinde genellikle % 99,99
saflıkta toz istenir. Saflık, seramik malzemelerin yüksek
sıcaklık özellikleri üzerinde önemli bir etkiye sahiptir.
Mekanik özellikler üzerinde de safsızlıkların etkisi
önemlidir.
11
Şekil. Farklı toz morfolojileri ve boyut ölçümü
SERAMIK TOZ ÜRETIM YÖNTEMLERI
1.
Kimyasal Çözeltilerden Toz Üretimi
A. Çöktürme Tekniği
B. Çözücünün Buharlaştırılması
C. Sol-Jel Tekniği
2. Buhar Fazı Tepkimeleri ile Toz Üretimi
3. Katı Halde Toz Üretme
4. Gaz –Katı Tepkimeleri ile Toz Üretimi
12
1. KIMYASAL ÇÖZELTILERDEN TOZ ÜRETIMI
Kimyasal çözeltilerden toz elde etme tekniği yüksek
saflıkta ve ince toz üretimi için uygun bir yöntemdir.
Önce istenen katyonları içeren bir çözelti hazırlanır;
genellikle nitrat, sülfat, asetat, vb tuzların bir çözücü
içinde çözünmesinden oluşur.
Sonra çöktürme yöntemi, buharlaştırma veya ekstraksiyon
ile çözücü uzaklaştırılır.
Normal olarak atomik boyutta solüsyon çözelti halinde
iken homojen yapıda olup çözeltinin uzaklaştırılması
sonucu ortaya çıkan katı fazın homojenliği çözeltinin
uzaklaştırılma tekniği ile yakından ilgilidir. Çok ince tozlar
veya homojen olarak dağılmış örneğin sinterlemeyi
13
kolaylaştırması için eklenen katkı maddeleri ile elde edilen
karışım tozları bu yöntemle elde edilebilir.
A. Çöktürme Tekniği
Çözeltiye
çökmeyi sağlayacak bir madde katkısı
veya sıcaklık yada basınç değiştirilerek
çözünürlüğün azaltılması işlemleri uygulanır.
Karıştırma
hızı ve sıcaklık, tane büyüklüğünü
etkileyen önemli faktörlerden olduğundan iyi
kontrol edilmeleri gerekir.
Bu
teknikle yüksek saflıkta ve çok küçük tane
boyutuna sahip toz elde etmek mümkündür.
14
İstediğimiz katyonu içeren çözeltiye sıcaklık ve basınç
değişimi yada çekirdekleştirici ilavesi yoluyla
malzemenin çözünürlük oranları etkilenebilir.
Oluşan çekirdeğin üzerinde büyüme meydana gelir.
Partiküllerin yüzeyine adsorbe olan yabancı iyonlar
(safsızlıklar) çekirdeğin büyüme hızını değiştirebilir.
Aşırı doymuş çözelti, eğer çökelme aşırı derecede hızlı
ise çekirdek oluşum hızını arttırabilir ve daha küçük
boyutlu partiküller meydana gelebilir.
Çöktürme tekniği mikron altı boyuta sahip yüksek
saflıkta oksit tozları üretmek için yaygın bir şekilde
15
araştırılmaktadır. Partikül boyutu bazı sistemlerde 2
nm’ye yaklaşacak kadar küçük olarak üretilmektedir.
Çözelti içindeki katyonların boyutları birbirine yakın ve
kimyasal olarak benzer olduğunda tuzun içindeki
katyonlar çökelebilir ve buna “birlikte çökme”
(coprecipitation) denir.
Heterojen çökelmede tuzun içindeki bir iyonun
konsantrasyonu çözeltiden farklıdır ve birlikte çökme
kompozisyonunu çöktürme prosesi değiştirebilir.
Çöktürme sisteminde pH, karıştırma şekli, hızı, basınç ve
sıcaklık çok önemli parametrelerdir.
Çökelekler bazı durumlarda yıkama ve süzme tekniği ile
saflaştırılabilir. Çözelti içinde çökelme devam ederken
16
yüzeye adsorbe olan safsızlıklar spesifik yüzey alanını
azaltabilir.
Amonyum
alüminyum sülfatın (Alum) sıcak sulu
çözeltide çözüldükten sonra soğutulması ve
alkaliden arıtılmış Alum’un tekrar çöktürülmesi
NH4Al(SO4)2.12H2O
(Saf Olmayan)
Sıcak Su
Çözelti
Soğutma
Bu teknikle %99.995 saflıkta
alumina üretilebilir ve üretilen
alumina da alkali ve geçiş
elementleri konsantrasyonu
çok düşüktür.
NH4Al(SO4)2.12H2O
(Saf)
+
H2O
17
Amonyum oksalat, demir sülfat ve nikel sülfatın
60oC’deki sulu çözeltisinden çökeltilebilir:
NiSO4
+ 4FeSO4 + 5(NH4)2C2O2.H2O
5Ni0,2Fe0,8C2O4.2H2O + 10NH4+ + 5SO4-2
Katı
çözelti 500oC altında ısıtılır ve bir nikel
ferrit bileşiği elde edilir:
3Ni0,2Fe0,8C2O4.2H2O
+ (2+x/2)O2(g)
Ni0,6Fe2,4O4 (k) + xCO(g) + (6-x)CO2(g) + 6H2O(g)
18
B. Çözücünün Buharlaştırılması
Bu
yöntemde istenilen iyonların çözeltide
dağıtılması sağlanır ve daha sonra çözücü
buharlaştırılarak toz elde edilir. Atomik
boyutta homojen toz üretmek açısından oldukça
avantajlı bir yöntemdir.
Sprey kurutma, dondurarak kurutma gibi
yöntemler uygulanmaktadır.
Sprey
kurutma yönteminin bir değişik
uygulaması
çözeltinin
sıcak
bir
fırına
püskürtülerek kurutma ve kalsinasyonun bir
seferde yapılmasıdır (sprey kavurma).
19
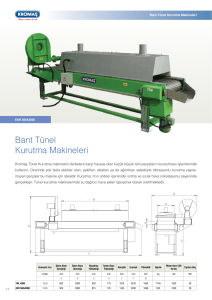
Sprey Kurutma
Bu yöntemde çözeltiler küçük (10-100 µm çapında)
damlacıklara parçalanır ve hızlıca kurutuldukları bir
sıcak hava akımına yöneltilirler. Ayrıklaşma küçük
damlacık çapı ve hızlı kuruma nedeniyle kısıtlıdır.
Püskürtme ile kurutma yöntemi tozların topak haline
getirilmesinde yaygın olarak kullanılmaya başlamıştır.
Bulamaç
haline
getirilen
karışım
döner
bir
püskürtücüden geçirilir, oluşan bulut karşıdan verilen
sıcak hava ile tozların ayrılması ve hava akımı ile
taşınmaları sağlanır.
Bu yöntem zirkonya gibi seramik malzemelerde ve WCCo gibi sermetlerde kullanılır. Toz genellikle küreseldir,
fakat püskürtme ile kurutma yapıldığından gözenekli ve
kolayca ufalanabilir durumdadır. Malzeme genellikle
20
sinterleme ile yoğunlaştırılır ve kararlı hale getirilir.
Sprey kurutma (Sprey Dry)
21
Mikronaltı
boyutlarda ferrit, Al2O3, BaTiO3
TiO2 sulu organik veya inorganik tuzlardan
bu yolla üretilmektedir.
Buna
örnek olarak magnezyum asetattan
magnezya eldesi de verilebilir.
Mg (C2 H 3O2 ) 2 4H 2 O çözelti
MgO( k ) CO2 ( g ) H 2 O( s )
su ( 20o C )
hava( 500o C )
22
Dondurarak Kurutma
Tuz çözeltisi (-60°C), sıvı azot gibi soğuk bir ortam içine
püskürtülür ve bir anda çözücü buz haline gelir.
Böylelikle ayrıklaşma engellenmiş olur.
Basıncı ve sıcaklığı yavaş yavaş arttırarak çözücü
süblime olur.
Son adım kristalleşmiş tuzların bozulmalarını ve çok ince
kristalcikler oluşmasını sağlayan ısıl işlemdir.
23
Dondurarak kurutma, ince, yapısal seramik
tozların elde edilmesinde başarılı bir yöntemdir.
Ancak yüksek yatırım tutarları ve enerji
kullanımındaki verimsizlikten dolayı araştırma
ile sınırlı kalmıştır. Bazı tuzların çözünmezliği ve
bazılarının da tepkimeye eğilimli olup çökelmeye
neden oluşu dondurarak kurutma yöntemini bu
tuzlar için elverişsiz kılar.
Ferritler,
β-Al2O3
iyonik
iletkenleri
ve
piezoelektrik seramikler bu yöntemle üretilebilir.
24
C. Sol-Jel Tekniği
Sol-jel yöntemi, kaplama yapımında, toz veya fiberlerin
oluşturulmasında, seramik tozlar ve camlar gibi
kimyasal
maddelerin
sentezlenmesinde
kullanılmaktadır.
Sol-jel prosesinde kolloidal partikül veya moleküllerin
asılı olduğu çözelti sol, zamanla bunların bir araya
gelerek devamlı bir ağ oluşturması da jel olarak
adlandırılır.
Bu yöntemle çok değişik metotlar kullanılarak homojen
küresel parçacıklar veya tozlar üretilebilir.
Toza
dönüşüm için jel şeklindeki parçacıkların
kurutulması ve kalsine edilmesi gerekmektedir.
25
Sol:
Sol ; sıvı içerisinde kolloidal katı taneciklerinin kararlı
bir süspansiyonudur. Bu katı tanecikleri, yerçekiminden
daha büyük dispersiyon kuvvetlerinden sorumlu
olduğundan yeterince küçük olmalıdır.
Kolloid:
Kolloid olarak tanımlanan tanecikler gözle
görülemeyecek kadar küçük 500 nm(1 nm= 10-9m)
ve daha altındaki boyutlara sahip
taneciklerdir.Bu tanecikler normal optik
mikroskopla görülemezler. Çünkü maksimum
boyutlar ışığın dalga boyuna eşittir
Jel:
Kolloidal parçacıkların çöktürülmesiyle elde edilen ve
bol miktarda su içeren çökeleklere denir. Jel , katı ve
sıvı faz arasında bir ara fazdır.
26
Bu
prosesin çalışma prensibi birkaç basamaktan
oluşmaktadır. Bunlar ;
a) çok saf olan çıkış maddelerinin homojen
çözeltilerini hazırlamak,
b) gerekli maddeler eklenerek bu çözeltiyi sol
durumuna getirmek,
c) sol üzerinde kondensasyon reaksiyonları
oluşturularak karışımın jel durumuna geçmesini
sağlamak, ve
d) bu jelin uygun işlemlerden geçirilmesiyle (ısı
gibi) tasarlanan malzemeye ulaşmaktır.
27
Sol-Jel
dört basamakta oluşur:
1.Hidroliz
2.Kondensasyon
ve partikül oluşumu için
monomerlerin polimerizasyonu
3.
Partiküllerin büyümesi
4.Partiküllerin
aglomerasyonu sonucu ağ
oluşumu (jel oluşumu)
28
Sol-Jel Prosesi
Thin film coating
29
Ortam basıncına yakın koşulda bir jeli
kurutmaya “xerogel” süreci denir.
Bir aerojel, arkaya çekilen sıvı fazın hava
ile yer değiştirdiği işlemdeki jelden direkt
olarak elde edilir.
BAŞLANGıÇ MALZEMESI OLARAK GENELDE;
metal
alkoksit çözeltileri
metal tuzları,
nitratlar,
hidroksitler ve
oksitler gibi inorganik bileşikler
kullanılır.
30
Metal
alkoksitler genellikle M(OR)n şeklinde
gösterilirler ve burada M metali, R alkali
grubunu ifade eder. Sol-Jel prosesi
esnasında oluşan reaksiyonlar basit olarak,
M (OR) n nH 2O M (OH ) n nROH
M (OH ) n MOn / 2 n / 2H 2O
Hidroliz
Kondensasyon
31
Jel
kurutulduktan sonra, yoğun seramik
malzemesi için ısıl işlemden geçirilir.
Jelin yapısına ve oluşum şartlarına göre,
ısıl işlem esnasında şu reaksiyonlar
meydana gelir;
• Tuzların dekompozisyonu,
• Karbonizasyon veya atık organik
yanması,
• Kimyasal suyun uzaklaşması,
• Mikro gözeneklerin kaybolması,
• Yoğunlaşma
32
SOL-GEL YÖNTEMI
Ca/P = 1.67
P2O5 + C2H5OH
(0.5 mol/L)
10 dk
(1.67 mol/L)
Karıştırma
Jelleşme
4, 48, 72 h ortam
sıcaklığında
600, 700, 800, 900oC’ta
60oC su banyosunda
1 h bekletme
Olgunlaşma
Kurutma
10oC/dk ısıtma hızıyla
Ca(NO3)2.4H2O
+ C2H5OH
80oC
Sinterleme
HA
Ezme
Ca10(PO4)6(OH)2
33
AVANTAJLARı:
Yöntemin
kimyasal yönü kontrol edilebilir.
Hammaddelere kıyasla daha iyi homojenlik
sağlanır.
Toz boyutu mikron altında elde edilir.
Üretim için düşük sıcaklıklar yeterlidir. Buda;
Enerji tasarrufu sağlar
Uçma kayıplarını en aza indirir
Bulunduğu kapla reaksiyonu önler
Yeni
malzemeler ve özellikler elde etmek
mümkündür.
İnce film gibi özel mamullere müsaittir.
Hava kirliliğine neden olmaz.
34
DEZAVANTAJLARı:
Bu
yöntemle üretilen tozların maliyetleri
yüksektir.
Proses esnasında büzülme miktarı yüksektir.
İnce gözenekler yapıda yer alabilir.
Yapıda kalıntı hidroksit yer alabilir.
Yapıda kalıntı karbon kalabilir.
Organik çözeltiler sağlığa zararlıdır.
İşlem süresi uzundur.
35
KULLANıM ALANLARı
Sol-Jel
yöntemi ile;
ince ve reaktif toz üretimi,
kaplamalar,
fiberler,
özel camlar ve
aşındırıcı tozlar üretilebilir.
Sol-jel metodu genellikle nükleer endüstri için
seramik malzeme üretiminde eleme ve
sınıflandırma işlemlerinden kurtulabilmek için
geliştirilmiş bir yöntemdir, bu yöntemle elde
edilen parça boyutları ( <20μm) ve akıcılığı çok36
iyidir.
2. BUHAR FAZı TEPKIMELERI ILE TOZ
ÜRETIMI
Buhar fazı reaksiyonları özel oksit ve non oksit tozların
üretiminde kullanılmaktadır. Buhar fazından ayrışma veya
alevde hidroliz, TiO2 ve SiO2 gibi oksitlerin halojenitlerden
(TiCl4 ve SiCl4) üretilmesinde kullanılan yaygın tekniktir.
Oksitler; titan oksitin ve silisyum oksitin yüksek sıcaklıkta
su buharı ile bir metal klorürün reaksiyonuyla gerçekleşir.
TiO2 üretimi için reaksiyon;
TiCI4(g) + 2H2O(g) → TiO2 (k) + 4HCI(g)
SiO2 üretimi için reaksiyon;
SiCl4(g) + 2H2O(g) → SiO2(k) + 4HCl(s,g)
37
Benzer
şekilde, AlCl3’den Al2O3,
SiH4 ve NH3’den Si3N4 tozları
üretilmektedir.
BCl3 + NH3 BN + 3HCl
Burada elde edilen camsı yapı ısıl işlemle
BN’e dönüştürülür.
38
Yüksek saflıkta, çok yüksek spesifik yüzey
alanına sahip ( 100 m2.g-1) ve çok az
parçacıklarının aglomere olduğu tozlar bu sürekli
üretim yöntemi ile elde edilirler.
İki buhar evre lazer, plazma veya fırın gibi uygun
bir ısı kaynağı yardımıyla tepkimesi ile
üretilebilir.
Buhar evre yöntemlerinin önemli bir sakıncası
ise, ilgili süreçlerin tam anlamıyla bilinememesi
nedeniyle, yüksek sıcaklıktaki çok evreli
tepkimelerin denetlenmelerinin zor oluşudur.
39
AVANTAJLARı:
1- Gazların düşük yoğunluğundan dolayı, tepkiyenlerin düşük
derişimleri elde edilebilir ve dolayısıyla ince parçacıklar üretilebilir.
2- Parçacıkların doğrudan oluşumu fazladan bir ısıl işlem
gereksinimini ortadan kaldırır.
3- Birçok sıvı evre oksijen içerir. Buhar evre sentezlemede oksijen
içeren gazlardan kaçınılarak yüksek arılıkta, oksit dışı tozların
üretimi gerçekleştirilebilir.
4- Bileşenlerin molekül ölçeğinde karışımı sağlanır.
5- Yüksek arılık ve boyut dağılımının denetlenmesi sağlanır.
6- Artık madde çok düşük düzeydedir.
40
3. KATı HALDE TOZ ÜRETME
Bu
yöntem yüksek sıcaklıklarda ve genellikle
ekzotermik reaksiyonlar vererek gerçekleşir.
Bu yöntemle toz üretmeye ait bazı örnekler:
Ti(k)
+ C(k) TiC(k)
2Ti(k)
Si(k)
+ N2(g) TiN(k)
+ C(k) SiC(k)
41
Hidroksitler, karbonatlar, sülfatlar ve benzeri diğer
bileşikler çok iyi bilinen kimyasal reaksiyonları
takiben sıcaklıkla birlikte oksitlere dönüşürler.
Sıcaklığa ve zamana bağlı olarak gevşek yapıda,
aglomere olmuş veya kekleşmiş yapılar elde edilir. Bu
ürünler öğütülmek suretiyle istenen boyutlarda tozlar
elde edilebilir. Bilinen oksit tozların birçoğu bu basit
yöntemle üretilirler.
Karbürler, metal veya oksit fazın karbon ile reaksiyona
girmesi sonucu oluşurlar.
42
Manyetik kayıt cihazlarında kullanılan γ-Fe2O3,
N2H5Fe(N2H3COO)3.H2O veya Fe(N2H3COO)2(N2H4)2
tuzlarının 250°C’de tek adımda bozundurulması ile elde
edilebilir.
Karışık metal oksitler kalsit yapıdaki karbonatların ısıl
işlemi ile hazırlanabilir.
Uranyum katılmış torya (toryum oksit) karışık
nitratların bir mikro-dalga fırında bozundurulması ile
üretilebilir.
43
Geleneksel yollarla üretilemeyen bazı yeni malzemeler ve
yarı-iletken evreler, patlayıcılar, gaz tüfekleri veya başka
yollarla ortaya çıkan dinamik basınçlar altında
oluşturulabilir.
Bu yöntemin çarpıcı örneklerinden biri grafitin elmas
tozuna
dönüştürülmesidir.
Du
Pont’un
patentli
yönteminde iç içe iki boru çevresinde bir patlayıcı yığın
kullanılır. En içteki boru grafit ve metal tozları ile
doldurulur. Büyük bir yer altı kireçtaşı madeninde, itici
boru, çevresindeki tonlarca patlayıcı sayesinde iç boruya
doğru hızlandırılır. Patlama, boru içinde 10-30 GPa
arasında basınçlar oluşturur ve yüksek dinamik basınç
sayesinde mikrokristal elmas tozu üretilir. Oluşan
taneciklerin her biri 10 ila 10000 mikrokristal içerir.
Elmas tozu eser oranda metal içerdiği için siyahtır.
44
4. GAZ –KATı TEPKIMELERI
Bu yöntemin katı halde toz üretme tekniğine göre
üstünlüğü
fazların
birbirlerine
daha
yakın
bulunmalarıdır. Bu yöntem büyük yüzey alanlı ince
tozların üretilmesinde kullanılır. Oksitler, karbürler ve
nitrürler metallerin oksijen, hidrokarbon, nitrojen veya
amonyak ile reaksiyonu sonucu üretilebilirler.
Bu teknik β-SiC ve Si3N4 tozlarının üretiminde
uygulanmaktadır.
Karbonlu termal indirgeme ve Si3N4 eldesi için
silikanın nitrürlenmesi bu çeşit bir işlemdir.
3SiO2 + 6C + 2N2 Si3N4 + 6CO
Benzer şekilde AlN üretimi de gerçekleştirilmektedir.
45
Silikanın
amonyak gazı ile reaksiyonu ise
silisyum oksinitrür (Si2N2O) oluşturur.
Benzer
şekilde, Al ve Ti gibi metallerin
oksinitrürleri
de
metal
tozlarının
amonyak ile reaksiyonu sonucu elde
edilebilir.
46
SERAMIK VE CAM LIFLERI
Cam Lifleri:
1938'de ABD'de bir şirket, erimiş camın iplik gibi
çekilmesine yönelik bir teknik geliştirdi. Bu
yöntemde cam, bir kabın içinde eritiliyor,
ardından kabın altındaki deliklerden dışarı
akıtılırken de üzerine buhar püskürtülüyordu.
Aynı şirket ayrıca, cam liflerinin makaralara
sarılarak çok daha hızlı biçimde çekilebilmesini
sağladı.
Günümüzde
camyünü
üreten
fabrikalarda temel olarak bu yöntemlerden
yararlanılır.
47
Camın
lif haline getirilebilmesi camın kullanım
alanlarını büyük ölçüde genişletmiştir.
Özellikle ısı yalıtımında ve ses emilmesinde cam
lifleri önemli yararlar sağlar.
Camın lif haline getirilmesi için önceden bilye
haline getirilmiş olan cam bir fırın içerisinde
eritilir, eriyen cam fırının altındaki deliklerden
akarken çok incelir ve lif haline gelir.
Eriyerek akan ve lif haline gelen cam üzerine
basınçlı buhar üflendiğinde cam lifleri birbirine
karışır ve adeta pamuğa dönüşür. Buna cam
pamuğu adı verilir.
Savrulan cam pamuğu şamottan yapılmış bir
tambura verilip bir kez daha dağıtıldığında elde
48
edilen malzemeye cam yünü adı verilir.
Cam lifleri, aynı ağırlıktaki öteki yapay ya da doğal
liflerden çok daha sağlamdır. Ayrıca camyünü, çok iyi bir
ısı ve elektrik yalıtkanıdır, ateşe ve kimyasal maddelere
karşı çok dayanıklıdır.
Bu özellikleri nedeniyle perdelik kumaş, koruyucu giysi
yapımında, gazların ve sıvıların süzülmesinde, ses üstü
(süpersonik) uçakların ve füzelerin gövdelerinde kullanılır.
49
Cam yünüyle karıştırılan plastik sağlam ve
esnek olduğu için yüksek atlama sırıkları, olta
kamışları, otomobil kaportaları, deniz tekneleri
gibi çok çeşitli ürünlerin yapımında kullanılır.
50
Kurşun geçirmez panel sistemleri cam elyaf lifleri ile özel
seçilmiş reçinelerin birleşiminden oluşurlar. Yüksek
basınç altında üretilirler. İçinde yüksek oranda
bulundurdukları cam liflerinin plaka boyunca her iki
yöndeki özel dizilimleri nedeniyle her türlü anti balistik
uygulamalar için güvenlidirler. Amaca uygun olarak
çeşitli kalınlıklarda ve ebatlarda üretilebilirler.
51
Karbon
Lifi:
Doğal ya da yapay lifler özel koşullarda
karbonlaşıncaya yani kömürleşinceye kadar
ısıtıldığında karbon liflerine dönüşür. Bugün
sanayide yaygın bir kullanımı olan karbon lifleri
19. yüzyılın sonlarında bulunmuş ve ilk kez
ABD'li mucit Thomas Edison’un 1879’da yaptığı
elektrik ampulünde tel (filaman) olarak
kullanılmıştır. O zamanlar karbon elde etmek
için pamuk, bambu ya da yapay ipek lifleri
kapalı bir fırında kömürleşinceye kadar
yakılıyordu. Ama bu yöntemle elde edilen
52
liflerin
mekanik
özellikleri
yetersizdi.
1963'te İngiltere'de hafif, sağlam ve son derece sert
karbon lifi üretimine yönelik yepyeni bir yöntem
keşfedildi. Bu yöntemde önce akrilik yapay lifler bir
ocakta
200°C
ile
300°C
arasında
ısıtılarak
oksitlendiriliyor, ardından kapalı bir fırında 1000°C
civarında tekrar ısıtılarak katışıksız karbon haline
getiriliyordu. Son olarak da, bu kez 2500°C'de ısıtılarak
karbonun
grafite
dönüşmesi
sağlanıyordu.
Karbon lifleriyle güçlendirilmiş plastikler, son derece
sağlam, sert ve dayanıklıdır. Karbon liflerinden ayrıca
Jet motorlarında parça, kayak, gemi direği, uçak
gövdesi, helikopter kanadı, yapay uydu, kendinden
yağlamalı dişli çark, tenis raketi ve öteki spor
donanımlarının yapımında yararlanılır.
53
Bor Lifi:
1960’lı yıllarda üretilmeye başlanan bir malzemedir.
Yüksek dayanımlı ve pahalı bir malzeme olan bor lifleri
günümüzde kullanılmaktadırlar. Elyaf çapı 0,1 mm ile 0,2
mm arasında olan ve diğer bir çok life göre oldukça kalın
bir lif özelliği gösteren malzeme, yüksek çekme
mukavemetine ve elastik modüle sahiptir. Elastik modülü
400 GPa’dır. Bu değer camın elastik modülünden 5 kat
daha fazladır. Üstün mekanik özelliklere sahip bor
elyaflar, uçak yapılarında kullanılmaktadır. Ancak
maliyetinin çok fazla olması nedeniyle yerini karbon
elyaflara bırakmıştır.
Yüksek ısıya dayanıklılığı, esnekliği, hafifliği ve üretim
kolaylığı ile birleştirmektedir. Bu özellikleri sebebiyle jet
motorlarının kompresör bıçaklarında, kanatçıklarında,
54
dümenlerinde kullanılmaktadır.
Silisyum
Karbür Lifleri :
Yüksek
sıcaklıktaki özellikleri bor liflerinden
daha iyidir. Silisyum karbür elyaflar 1370 ºC’de
mukavemetinin sadece %30’unu kaybeder. Bor
elyaf için bu 640 ºC’ dir. Bu elyaflar genellikle
Titanyum matrisle kullanılırlar. Jet motor
parçalarında, Titanyum, Alüminyum, Vanadyum
alaşımlı matris ile kullanılırlar.
55