5. Uluslararası İleri Teknolojiler Sempozyumu (IATS’09), 13-15 Mayıs 2009, Karabük, Türkiye
TALAŞLI İMALATTA KESME KUVVETİ ÖLÇME SİSTEMLERİ
CUTTING FORCE MEASUREMENT SYSTEMS IN MACHINING
a
b
Yakup TURGUTa, İhsan KORKUTb
Gazi Üniversitesi Teknik Eğitim Fakültesi Makine Bölümü, Ankara, Türkiye, yturgut@gazi.edu.tr
Gazi Üniversitesi Teknik Eğitim Fakültesi Makine Bölümü, Ankara, Türkiye, ikorkut@gazi.edu.tr
Özet
Talaşlı imalatta en çok kullanılan işleme metotları,
tornalama, frezeleme, delme ve taşlama işlemleridir. Bu
işlemlerde kesme kuvvetlerinin ölçülmesi için imalat
endüstrisinde ve akademik alanda önemli araştırmalar
yapılmaktadır. Bu çalışmada, yapılan bu araştırmalar
incelenerek
sistem
bakımından
benzer
olanlar
gruplandırılarak ölçme sistemleri hakkında detaylı bilgiler
sunulmuştur. Araştırmalar incelendiğinde kesme kuvveti
ölçme sistemleri, kurulan sistem bakımından genel olarak
iki grupta toplandığı tespit edilmiştir. Birinci gruptaki ölçüm
sistemlerinde, tezgâh kontrol sistemi veya kesicinin bağlı
bulunduğu motordan alınan akım veya elektrik sinyallerinin
analizi ile kuvvet ölçümü gerçekleştirilmiş; ikinci grupta ise,
iş parçası veya kesici üzerine yerleştirilen dönüştürücüler
(gerilimölçerler, yük hücreleri, dinamometreler) sayesinde
kuvvet ölçümü gerçekleştirilmiştir.
Anahtar Kelimeler: Kesme Kuvveti Ölçme, Talaşlı İmalat,
Dinamometre
Abstract
The most common machining methods in machining are
turning, milling, drilling and grinding. Significant studies are
conducted in machining industry and academic circles in
order to measure the cutting force during these processes.
This study includes a review of these studies, a
categorization of similar ones and detailed information
about measurement systems. Through the review of
studies, we determined that the cutting force measurement
systems are generally categorized under two headings
according to the system installed. In measurements
systems of the first group, measurement of force was
carried out through the analysis of current and electrical
signals taken from the engine to which machine control
system or the cutter is attached. As for the ones in the
second group, measurement of force was made via
converters (strain gages, load cells, dynamometers)
placed on work piece or cutter.
Key words: Measurement of Cutting Force, Machining,
Dynamometer
1. Giriş
Malzemelerin maruz kaldığı iç ve dış gerilme ölçümleri,
basınç ve yükten kaynaklanan kuvvet ölçümleri, tasarımda
büyük önem taşır. Bu nedenle mühendislik faaliyetlerinin
sürdürüldüğü tüm alanlarda emniyetli bir çalışma ortamının
gerçekleşmesi, imal edilecek sistemlerin uzun ömürlü,
kaliteli, emniyetli ve ekonomik olması için sisteme etki
eden tüm kuvvetlerin hassas olarak ölçülmesi gerekir [1].
© IATS’09, Karabük Üniversitesi, Karabük, Türkiye
Talaşlı imalat işlemlerinde (tornalama, frezeleme, delme,
taşlama vb.) üretilen iş parçası kalitesinin artırılması ve
maliyetin düşürülmesine yönelik yapılan çalışmalarda
kesme kuvvetlerinin tespiti ve analiz edilmesi önemli bir yer
tutmaktadır [2,3].
Kesme kuvvetleri, ısı oluşumu, takım ömrü, işlenen
yüzeyin kalitesi ve iş parçasının boyutları üzerinde önemli
bir etkiye sahiptir. Kesme kuvvetleri aynı zamanda takım
tezgâhlarının, kesici takımların ve gerekli bağlama
kalıplarının tasarımında da önemli bir etkendir. Mühendislik
hesaplamaları ile elde edilen bazı değerlerin, etkisi tam
tespit edilemeyen değişik faktörler ve çok yönlü gerilmeler
sebebiyle, çoğu zaman ölçülen değerlerle uyuşmadığı
görülmüştür. Söz konusu faktörlerin göz ardı edilmesinden
dolayı hesaplamaların kesinlik sağlamadığı ve zorlama
doğrultusunun hatasız olarak tespit edilemediği hallerde,
gerilmelerin ve bu gerilmeleri doğuran kuvvetlerin deneysel
olarak ölçülmesi daha doğru sonuçlar vermektedir.
Böylece, hesaplamalarda kullanılan ampirik eşitliklerin
doğruluk
derecesi
de
yapılan
deneylerle
teyit
edilebilmektedir [4,5].
Teorik hesaplarda malzeme ve sistem, dış kuvvetler
altında şekil değiştirmediği, deforme olmadığı yanı rijit
olduğu kabul edilir. Rijit cisimler, her türlü etki altında şekil
değiştirmeyen cisimlerdir. Gerçekte bütün cisimler,
kuvvetlerin etkisi altında çeşitli ölçülerde şekil değiştirdiği,
dolayısıyla rijit cismin ancak bir soyutlama olduğu açıktır.
Ancak katı cisimlerin çoğunda şekil değiştirmenin cismin
bütün olarak hareketi üzerindeki etkisi ihmal edilebilir
mertebedendir
ve
hareketin
matematik
analizini
kolaylaştıran rijitlik kabulü bazı olayları incelerken önemli
bir etki oluşturmaz [6].
Talaş kaldırma işleminde kesme kuvvetlerinin belirlenmesi,
aşağıda belirtilen nedenlerden dolayı büyük önem
taşımaktadır;
•
Takım tezgâhının talaş kaldırma sırasında harcadığı
enerjinin tespit edilmesinde,
•
Takım tezgâhının, takımların ve bağlama aparatlarının
tasarımında ve boyutlandırılmasında,
•
Tezgâh rijitliği ve boyutlarının hesaplanmasında,
•
Kesme kuvvetlerine veya harcanan enerjiye bağlı
olarak, talaş kaldırma sırasında optimizasyona dayalı
adaptif bir kontrol sistemi oluşturmakta kullanılmaktır
[7].
Bu amaçlar doğrultusunda talaşlı üretim alanında kesme
kuvvetlerini ölçmek için birçok çalışma yapılmıştır. Bu
çalışmalarda işleme tipine bağlı olmaksızın kesme
kuvvetlerini ölçme işlemi iki kategoride toplandığı
görülmüştür. Bu ölçme sistemlerinden birincisi, adaptif
kuvvet ölçme olarak adlandırılan, tezgâh kontrol sistemi
veya kesicinin bağlı bulunduğu motordan alınan akım veya
Turgut, Y. ve Korkut, İ.
elektrik
sinyallerinin
analizi
ile
kuvvet
ölçümü
gerçekleştirilmiştir. Diğer kuvvet ölçme sistemi ise, iş
parçası veya kesici üzerine yerleştirilen dönüştürücüler
(gerilim ölçerler, yük hücreleri, dinamometreler) sayesinde
kuvvet ölçümü gerçekleştirilmiştir.
2. Kuvvet Ölçüm Birimi
Mekaniğin temel büyüklüğü olan kuvvet, türetilmiş vektörel
bir ölçüm büyüklüğüdür. Newton'un ikinci kanununa göre
kuvvet, bir cismin kütlesi (m) ile o cisme etkiyen kuvvetin
oluşturduğu ivmenin (a) çarpımı olarak (1) no'lu formül ile
ifade edilmektedir.
F=m·a
(1)
Burada, kütlenin skalar, ivmenin vektörel birer büyüklük
oldukları unutulmamalıdır. Uluslararası Birimler Sistemi,
SI'daki kuvvet birimi Newton' dur ve sembolü N'dir. Bir
Newton, tanım olarak 1 kg'lık kütleye 1 m/s2'lik ivme veren
kuvvettir.
2
2
1 N = [1 kg] • [1 m/s ] = 1 kg·m / s
(2)
Burada açıkça görüldüğü üzere Newton, Uluslararası
Birimler Sistemi, SI’da tümleşik (koherent) ölçüm birimidir.
Kuvvetin özel bir türevi olan ağırlık W, kütle üzerindeki
yerçekimi ivmesinin etkisi olarak tanımlanır ve (1) no'lu
formülün benzeri olarak vakum ortamında (3) no'lu formül
ile ifade edilir.
W=m·f
Ağırlık, cismin ağırlık merkezinden yeryüzü merkezine
doğru yönlenmiştir. Yerçekiminden dolayı oluşan
kuvvetlere yaygın olarak "yük" denilmektedir. Bir noktaya
kuvvet uygulamak, o noktayı yüklemek şeklinde de ifade
edilebilir. Konuşma dilinde kullanılan kuvvet ve yük
tanımları aynı fiziksel büyüklüğü ifade etmektedirler.
Uluslararası Birimler Sistemi SI’dan önce ülkemizde de
kuvvet birimi olarak kilogramkuvvet (kgf) kullanılmaktaydı.
1 kgf, Standart yerçekimi ivmesinin vakum ortamında 1
kg'lık kütle üzerinde oluşturduğu etki olarak tanımlanmıştır.
Sanayide halen kullanılmakta olan bu birim, çoğu zaman
kısaca kilogram olarak ifade edilmektedir. Bu durumda,
kg'ın kütle birimi olduğu, ancak kastedilenin kgf olduğu
unutulmamalıdır [8].
3. Adaptif Kuvvet Ölçme Sistemleri
Adaptif kuvvet ölçmede tezgâhın kontrol paneli veya kesici
takımın bağlı bulunduğu motor sayesinde kuvvet ölçümü
gerçekleştirilmektedir. Kesici takımın bağlı bulunduğu
motorun akımı, kesme durumu ile ilgili önemli bilgiler içerir.
Bu akım, birçok çalışmada kesme kuvveti ölçmede
kullanılmıştır. Adaptif (dolaylı) kuvvet ölçme olarak
adlandırılan bu yöntem ile düşük frekanslardaki kuvvetler
de ölçülebilmektedir [9-15].
Jeong ve arkadaşı kesme kuvvetlerini analiz etmek için
Şekil 1’de görülen sistemi oluşturmuşlardır. Sistem ile
akım, kesme kuvveti ve motorun dönme açısı sinyalleri
alınarak, kesme kuvveti ile akım arasındaki ilişkiyi ortaya
koymuşlardır.
(3)
Z eksen
motoru
Fener Mili
Encoder Sinyal
Açısal Hız
İş Parçası
Kesme kuvveti
Motor Akımı
Amplifier
Düşük Frekans
Filitresi
Geçiş Sensörü
Motor
Akımı
X, Y eksen
kuvveti
U,V
U,V
Y eksen
motoru
Dinamometre
X eksen
motoru
Şekil 1. Akım, kesme kuvveti ve motorun dönme açısı sinyallerini alan sistem [15]
Kesici takımın bağlı bulunduğu servo motor hareketlerini
ele alarak motorun devri ve akımı ile kesme kuvveti
arasındaki ilişkiyi incelemişlerdir. Pozisyon kontrol çevrimi,
PI kontrol çevrimine benzer IP (integral-proportional)
kontrol çevrimli akım ve hız kontrolünden oluşmaktadır.
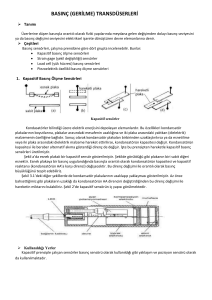
4. Kuvvet Dönüştürücüleri ile Kuvvet Ölçme
Sistemleri
transdüseri, kuvvet dönüştürücüsü, dinamometre, yük
reseptörü gibi farklı isimler alan bu elemanlar; küçük
terazilerden kantarlara kadar uzanan yük ölçümlerinde ve
çok hassas sonuçların beklendiği metrolojik çalışmalarda
yoğunlukla kullanılırlar. Bu cihazlar, uygulanan yük
karşısında elastik deformasyona uğrayan bir yay elemanı
ve bu deformasyonu dijital veya analog olarak göstermeye
yarayan bir gösterge elemanından oluşmaktadır [16].
Genel bir yaklaşımla kuvvet ölçüm cihazı adıyla anılan
kuvvet dönüştürücüleri, teknolojik uygulamalarda yaygın
olarak kullanılan kuvvet ve yük ölçme sensörleridir.
Kullanıldıkları alanlara göre yük hücresi, kuvvet
Strain gageli sistemlerde kuvvetlerin algılanabilmesi için,
malzemelerin elastik deformasyonundan faydalanılmıştır.
Gerinim (strain), cisim üzerine yük uygulandığında, birim
uzunlukta oluşan deformasyon miktarı olarak tanımlanır.
Turgut, Y. ve Korkut, İ.
Başlangıç
uzunluğundaki
toplam
deformasyonun,
başlangıç uzunluğuna bölünmesiyle hesaplanır. Temel
olarak tüm strain gage’ler mekanik hareketi elektronik
sinyale çevirmek için tasarlanmışlardır. Strain gage
mekanik gerinimin fonksiyonu olarak değişen bir dirence
sahiptir. Dirençteki değişim ohm-metre birimi cinsinden
ölçülebildiği halde, birim uzama ölçüm cihazları, direnç
değişimini voltaj birimine çevirir. Giriş gerinimi ile çıkış
voltajı
arasındaki
ilişki,
sistem
hassasiyetinin
saptanmasında kullanılabilir. Bir parça telin elektriksel
direnci, telin boyu ile doğru orantılı ve kesit alanı ile ters
orantılıdır. Gerinim ölçümü için, strain gage ölçümde
kullanılacak yapının yüzeyine yapıştırılır. Direnç kesit alanı
ve/veya uzunluğa bağlı olarak değişir. Dirençteki bu
değişim, strainmetre yardımı ile ölçülür ve sonuç strain
birimine dönüştürülerek görüntülenir. Her bir strain gage,
üretici firma tarafından belirlenmiş olan gerinim ile direnç
arasında uygunluğu sağlayan ve gage faktörü denilen,
hassasiyet faktörüne sahiptir. Metalik strain gage’ler için,
Gage faktörü genel olarak 2 civarındadır [17].
Strain gage dönüştürücüleri genellikle, Wheatstone Köprü
devresi formunda elektriksel olarak bağlı dört strain gage
elemanı şeklinde kullanılır (Şekil 3). Wheatstone köprüsü,
statik veya dinamik elektriksel direnç ölçmek için kullanılan
bir köprü devresidir. Şekil 3’teki devrede, Rx ölçülmek
istenen dirençtir; R1, R2 ve R3 direnci bilinen
rezistanslardır ve R2 direnci ayarlanabilir. Eğer bilinen iki
koldaki iki direncin oranı (R2 / R1) bilinmeyen iki koldaki
direncin oranına (Rx / R3) eşitse, o zaman iki orta nokta
arasındaki voltaj sıfır olacaktır ve Vg galvanometresinden
hiç akım geçmeyecektir. Bu koşula ulaşana kadar R2
değişir. Bu noktaya ulaşıldığında, kesinlik en üst seviyeye
ulaşır. Bu yüzden, eğer R1, R2 ve R3 yüksek kesinlikli
olarak biliniyorsa, o zaman Rx de yüksek kesinlikle
ölçülebilir. Rx direncindeki çok küçük değişiklikler bile
dengeyi bozar ve kolaylıkla sinyal saptanır [17].
Şekil 3. Örnek Wheatstone köprü bağlantısı [17]
Strain gage modüllerinin kullanımında, strain gageler direk
olarak kesici takım tutucunun üzerine yapıştırılmış veya
takım tutucunun bağlandığı bir bağlama elemanın üzerine
yapıştırılarak sinyaller alınmıştır [18-30].
Strain gageden gelen sinyalleri gerekli olan kuvvet
değerine dönüştürmek ve kaydetmek için sistemlerde,
amplifikatör (yükselteç), Analog/Dijital (A/D) dönüştürücü
kart, veri okuma kartı, bilginin işleneceği bir bilgisayar
programı, hassas bir güç kaynağı kullanılır (Şekil 4).
Şekil 4. Strain gage kullanılan kuvvet ölçüm sistemi [25]
Yük hücrelerinin (Load cell) ve dinamometrelerin
kullanıldığı sistemlerde ise strain gagelerin yerini bu
dönüştürücüler
almaktadır.
Yük
hücreleri
ve
dinamometrelerin içeriğini strain gage veya piezo elektrik
kristalleri oluşturmaktadır. Yük hücrelerinin kullanıldığı
sistemlerde, kaç yönde kuvvet ölçülecekse o sayıda yük
hücresi sisteme monte edilerek ölçme sistemleri
oluşturulmuştur. Yük hücrelerinden alınan sinyaller milivolt
düzeyindedir. Bu verileri, veri okuma kartı ile almak için
sinyallerin volt düzeyine çıkarılması gerekmektedir. Bu
amaçla, kurulan sistemlerde amplifikatörler (yükselteçler)
kullanılmıştır. Bir çok çalışmada yükselteç olarak ADAM3016 izole edilmiş gerinim ölçer girdi modülü kullanılmıştır
(Şekil 5). Gerilim yükseltilmesi için bir adaptör vasıtasıyla
1-10 V (maksimum 60 mA) doğru akım uygulanmıştır.
Sistemin temelini oluşturan yük hücresinin analog girdisi
kuvvet (N) olup analog çıktısı da gerilim (V) cinsindedir.
Alınan bu sinyaller (kesme kuvveti sinyalleri) veri okuma
kartları sayesinde bilgisayara aktarılmıştır. Aktarılan bu
sinyal verileri bir program vasıtası ile bilgisayarda kayıt
edilmiş veya grafikleri oluşturulmuştur. Verileri kayıt etmek
veya grafiklerini oluşturmak için hazır paket programlar
kullanılmış
yada
paket
programlar
sayesinde
araştırmacılar
kendi
veri
alma
programlarını
oluşturmuşlardır [3,5,31-34]
Turgut, Y. ve Korkut, İ.
Bağlama
Elemanı
Bilgisayar
Ekranı
Kesici
İş Parçası
Yük
Hücreleri
Veri Okuma Kartı (PCI1710HG), DASYLab 7.0
Yazılım
ADAM 3016
ADAM 3016
Fx
Fy
Fz
ADAM 3016
Tezgah Tablası
Şekil 5. Yük hücrelerinin kullanıldığı kesme kuvveti ölçme sistemi [33]
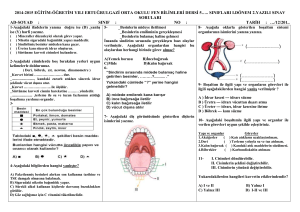
Dinamometrelerin kullanıldığı kuvvet ölçme sistemlerinde,
dinamometrelerin bileşen sayısı ölçülecek kuvvet
bileşenleri sayısı ile değişmektedir. Oluşan kesme
kuvvetlerinin kaç bileşeni ölçülecekse o sayıya göre
dinamometre seçimi yapılmaktadır. Seçim işleminde ayrıca
dinamometrenin ölçüm aralığı da belirleyici rol
oynamaktadır. Bu dönüştürücülerden alınan sinyaller,
amplifikatör, veri dönüştürme sistemi, ve bilgisayar
programı ile kaydedilmektedir (Şekil 5) [35-42]
Şekil 5. Frezeleme veya delik delme işlemleri için dinamoetre [36]
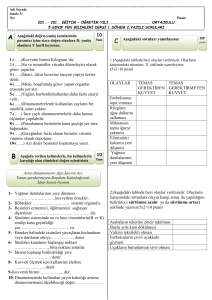
Bazı çalışmalarda araştırmacılar, hem tezgâh fener mili
sürücü motorun hem de oluşturdukları dinamometreli
sistemi kullanarak veriler elde etmişlerdir (Şekil 6) [43].
Cho ve arkadaşları bir CNC tezgâhına kurdukları bu
sistemlerle her iki yöntemle veri alarak, motorun kullandığı
güç
ile
kesme
kuvvetlerini
ilişkilendirmişlerdir.
Dinamometreli sistemde kesme kuvvetlerini ölçmek için,
Kistler marka üç bileşenli dinamometre, Kistler DMA 5010
amplifikatör modülü ve Kistler Dynoware yazılım
kullanmışlardır. CNC tezgâhın Fener mili sürücü motorun
harcadığı enerjiden yola çıkarak kurdukları sistemde de, iki
adet sensör (Artis AR100S) ile sinyaller alınmıştır.
Sinyaller yükselteç (MU3) vasıtasıyla bilgisayara
aktarılarak bir yazılım ile (Artis VIDI) bilgiler bilgisayarda
kaydedilmiştir.
Güç
sinyallerini
sayısal
değere
dönüştürmek için bir eşitlik kullanmışlardır.
Şekil 6. Tezgah güç ünitesi ve dinamometre kullanılan sistem [43]
Turgut, Y. ve Korkut, İ.
5. Sonuç ve Öneriler
Bu çalışmada, talaşlı imalatta kesme kuvveti ölçme
sistemleri incelenmiş ve sistem bakımından benzer olanlar
gruplandırılarak ölçme sistemleri hakkında bilgiler
sunulmuştur. Kuvvet ölçme sistemleri genel olarak iki
grupta toplandığı tespit edilmiştir. Birinci gruptaki ölçüm
sistemlerinde, tezgâh kontrol sistemi veya kesicinin bağlı
bulunduğu motordan alınan akım veya elektrik sinyallerinin
analizi ile kuvvet ölçümü gerçekleştirilmiş; ikinci grupta ise,
iş parçası veya kesici üzerine yerleştirilen dönüştürücüler
(gerilimölçerler, yük hücreleri, dinamometreler) sayesinde
kuvvet ölçümü gerçekleştirilmiştir. Gerilimölçerlerin, yük
hücrelerinin, dinamometrelerin analog girdisi kuvvet (N)
olup analog çıktısı da gerilim (V) cinsindedir. Bu analog
çıktılar bir yükselteç ve veri dönüştürme sistemleri ile
bilgisayara aktarılmıştır. Bazı çalışmalarda her iki sistem
kullanılarak kesme kuvvetleri ile motorların harcadıkları
güç kıyaslanmıştır. Sistemlerde kullanılan mekanik/elektrik
elemanlar her ne kadar üreticiler tarafında kalibre edilmiş
olsalar da bunlarla bir ölçme sistemi oluşturulduğu için
sistemin tümü, standartlarda belirtilen kalibrasyon işlemleri
ile kalibre edilmelidirler.
Kaynaklar
[1] Korkut İ., Torna tezgahında strain gage ile ölçüm
yapan bilgisayar bağlantılı dinamometre tasarımı ve
imalatı, Doktora Tezi, Gazi Üniversitesi Fen Bilimleri
Enstitüsü, Ankara, 1-2, 1996.
[2] Şeker, U., Kurt, A. and Çiftçi, İ., Design and
construction of a dynamometer for measurement of
cutting forces during machining with linear motion,
Materials and Design, 23: 355-360, 2002.
[3] Günay, M., Talaş kaldırma işlemlerinde kesici takım
talaş açısının kesme kuvvetlerine etkisinin deneysel
olarak incelenmesi, Yüksek Lisans Tezi, Gazi
Üniversitesi Fen Bilimleri Enstitüsü, Ankara, 40-49
2003.
[4] Demir, H. ve Güllü, A., Taşlama parametrelerinin
taşlama kalitesine etkilerinin incelenmesi, Pamukkale
Üniversitesi Mühendislik Fakültesi Mühendislik
Bilimleri Dergisi, 7: 189-198, 2001.
[5] Demir H., Güllü A., Şeker U., Düzlem Taşlama
İşleminde Taşlama Kuvvetlerinin Ölçülmesi İçin Bir
Dinamometre Tasarımı ve İmalatı, Teknoloji-ZKÜ
Karabük Teknik Eğitim Fakültesi Dergisi, Cilt 9, Sayı
2, 111-118, 2006.
[6] Oğuz S., Teknik Mekanik I (Statik), Çözümlü
Problemler, Bilim Teknik Kitabevi, Eskişehir, 1-58
1985.
[7] Işık Y., Çakır M.C., Takım Çeliklerinin Talaşlı
İmalatında Kesme Kuvvetleri İle Takım Ömrü
Arasındaki İlişkinin Deneysel Olarak İncelenmesi, IX.
Mühendislik Sempozyumu, 2000.
[8] Özbay H.Ö., Fank S., Kuvvet Ölçüm Biriminin
Gerçekleştirilmesinde Ölçüm Belirsizliği, II. Ulusal
Ölçümbilim Kongresi, Eskişehir, 275-282, 1997.
[9] Stein, J.L., Wang, C.H., Analysis of power monitoring
in ac induction drive systems, Journal of Dynamic
Systems, Measurement and Control 112, 239–248,
1990.
[10] Altintas, Y., Prediction of cutting forces and tool
breakage in milling from feed drive current
measurements, Journal of Engineering for Industry
114, 386–392, 1992.
[11] Mannan, M.A., Broms, S., Investigation into
Temperature
dependence
of
motor
current
measurements applied to monitoring and adaptive
control, Annals of the CIRP 41 (1), 451–454, 1992.
[12] Lee, J.M., Choi, D.K., Kim, J., Chu, C.N., Real-time
tool breakage monitoring for NC milling process,
Annals of the CIRP 44 (1), 59–62, 1995.
[13] Kim, T.Y., Kim, J., Adaptive cutting force control for a
machining center by using indirect cutting force
measurement, International Journal of Machine Tools
& Manufacture, 36(8): 925-937, 1996.
[14] Kim, G.D., Chu, C.N., Indirect Cutting force
measurement considering frictional behaviour in a
machining centre using feed motor current,
International Journal of Advanced Manufacturing
Technology 15, 478–484, 1999.
[15] Jeong Y.H., Cho D.W., Estimating Cutting Force From
Rotating and Stationary Feed Motor Currents on a
Milling Machine, International Journal of Machine
Tools & Manufacture, 42, 1559–1566, 2002.
[16] Kuzu C., Fank S., Doğan Ç., Parlaktürk H., Kuvvet
Ölçme Cihazlarının Ölçüm Belirsizliği, III. Ulusal
Ölçümbilim Kongresi, Eskişehir, 113-118, 1999.
[17] Türkmen H.S., http://atlas.cc.itu.edu.tr/~halit/
DeneyMuh/GerinimOlcmeDeneyFoyu.pdf, Erişim tarihi
20.01.2009
[18] Otmanbölük, A.N., Ay, İ., Aksoy, Z., Tornalamada
kesme kuvvetlerini ölçen straingauge esaslı ortagonal
ring dinamometresi ve uygulaması, Malzeme ve
İmalat Sempozyumu, Denizli, 1987.
[19] Biçer, H.İ., Freze Ve Taşlama Tezgahlarında Kesme
Kuvvetlerini Ölçen Streyn Geycli Bir Dinamometrenin
Tasarımı Ve Yapımı, Gazi Üniversitesi Fen Bilimleri
Enstitüsü Yüksek Lisans Tezi, 1994.
[20] Özçatalbaş, Y., Ercan, F., İki bileşenli gerinim ölçerli
torna dinamometresi tasarımı, imalatı ve bilgisayara
entegrasyonu, G. Ü. Müh. Mim. Fak. Dergisi, Vol. 12,
No. 1, 1-12, Ankara, 1997.
[21] Ay, İ., Strain-Gage ve Uygulamaları, 1. Balıkesir
Mühendislik Sempozyumu, Uludağ Üni., Balıkesir
Mühendislik Fakültesi, Balıkesir, 1998.
[22] Korkut, İ., Dönertaş, M.A. and Şeker, U., Üç boyutlu
dinamometre tasarımı ve imalatı, Z.K.Ü. Karabük
Teknik Eğitim Fakültesi TEKNOLOJİ, 2(1-2), 115-129,
1999.
[23] Dönertaş, M. A., Freze tezgahında gerinim ölçme
esaslı, bilgisayar bağlantılı dinamometrenin tasarımı
ve imalatı, Doktora Tezi, Gazi Üniversitesi Fen
Bilimleri Enstitüsü, Ankara, 40-62, 1999.
[24] Duran, A., Strain Gaugage Esasına Dayalı Üç Boyutlu
Torna Dinamometresinin İmali, Kuvvetlerin Ölçülmesi
Ve HSS Torna Kaleminde Meydana Gelen Sehimin
Sonlu Elemanlar Yöntemi İle Analizi, Z.K.Ü. Karabük
Teknik Eğitim Fak. Teknoloji Dergisi, 3(1), 141-157,
2000.
[25] Scheffer C., Heyns P.S., An industrial tool wear
monitoring system for interrupted turning, Mechanical
Systems and Signal Processing, 18, 1219–1242,
2004.
[26] Yaldız, S., Frezeleme için bir Kesme Kuvveti
Dinamometresinin Geliştirilmesi ve Test Edilmesi, Cilt
8, sayı 1, 61-68, 2005.
[27] Yaldız, S., Ünsaçar, F., Design, development and
testing of a turning dynamometer for cutting force
measurement, Materials and Design 27, 839–846,
2006.
Turgut, Y. ve Korkut, İ.
[28] Yaldız, S., Ünsaçar, F., A dynamometer design for
measurement the cutting forces on turning,
Measurement, 39, 80–89, 2006.
[29] Karabay, S., Design criteria for electro-mechanical
transducers and arrangement for measurement of
strains due to metal cutting forces acting on
dynamometers, Materials and Design, 28, 496–506,
2007.
[30] Yaldız, S., Ünsaçar, F., Sağlam, H., Işık, H., Design,
development and testing of a four-component
millingdynamometer for the measurement of cutting
force and torque, Mechanical Systems and Signal
Processing 21, 1499–1511, 2007.
[31] Kurt, A., Şeker, U., Çiftçi İ., Doğrusal Hareketle Talaş
Kaldırmada
Oluşan
Kesme
Kuvvetlerinin
Ölçülebilmesi İçin 3 Boyutlu Bir Dinamometre
Tasarımı Ve İmalatı, II. Makine Malzemesi ve İmalat
Teknolojisi Sempozyumu, Manisa, 656- 667, 2001.
[32] Demir,
H.,
Düzlem
Taşlamada
Taşlama
Parametrelerinin Taşlama Kuvvetlerine ve Yüzey
Kalitesine Etkilerinin İncelenmesi, Doktora Tezi, Gazi
Üniversitesi Fen Bilimleri Enstitüsü, Ankara, 2003.
[33] Turgut, Y., Korkut İ., Bağlama Kalıplarında Bağlama
Kuvvetlerinin Deneysel Ölçülmesi İçin Sistem
Tasarımı Ve İmalatı, 4rd International Advanced
Technologies Symposium, Konya, 658-662, 2005.
[34] Gunay, M., Seker, U., Sur, G., Design and
construction of a dynamometer to evaluate the
influence of cutting tool rake angle on cutting forces,
Materials and Design, 27, 1097–1101, 2006.
[35] Tounsi, N., Otho, A., Dynamic cutting force
measuring, International Journal of Machine Tools &
Manufacture 40 (2000) 1157–1170
[36] Zuperl, U., Cus, F., Tool cutting force modeling in ballend milling using multilevel perceptron, Journal of
Materials Processing Technology 153–154, 268–275,
2004.
[37] Toh, C.K., Static and dynamic cutting force analysis
when high speed rough milling hardened steel,
Materials and Design 25, 41–50, 2004.
[38] Castro, L.R., Vieville, P., Lipinski, P., Correction of
dynamic effects on force measurements made with
piezoelectric dynamometers, International Journal of
Machine Tools & Manufacture, 46, 1707–1715, 2006.
[39] Isık, Y., Investigating the machinability of tool steels in
turning operations, Materials and Design 28, 1417–
1424, 2007.
[40] Hossein, K.A., Kadirgama, K., Hamdi, M., Benyounis,
K.Y., Prediction of cutting force in end-milling
operation of modified AISI P20 tool steel, Journal of
Materials Processing Technology 182, 241–247,
2007.
[41] Kang,I.S., Kim, J.S., Kim, J.H., Kang, M.C., Seo,
Y.W., A mechanistic model of cutting force in the
micro end milling process Journal of Materials
Processing Technology 187–188, 250–255, 2007.
[42] Kaçal, A., Gülesin, M., Ulaş, H.B., Azdırma Yöntemi
İle Dişli Çark Açma İşleminde Kesme Kuvvetlerinin
Ölçülmesi İçin Sistem Tasarımı ve İmalatı, Gazi Üniv.
Müh. Mim. Fak. Der., Cilt 23, No 4, 795-800, 2008.
[43] Cho, S., Asfour, S., Onar, A., Kaundinya, N., Tool
breakage detection using support vector machine
learning in a milling process, International Journal of
Machine Tools & Manufacture 45, 241–249, 2005.