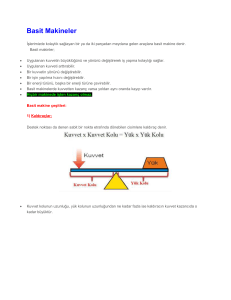
Yıldız Teknik Üniversitesi
Eğitim Semineri
06/11/2012
Metin Yılmaz
Arge Müdürü
Yılmaz Redüktör
Hakan Yardımcı
Arge Müd. Yard.
Yılmaz Redüktör
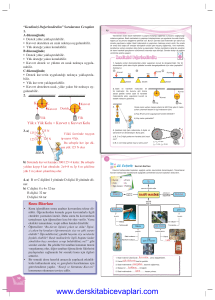
Seminer Konuları:
Firma Tanıtımı
Yılmaz Redüktör Ürünleri
Redüktör Tipleri
Redüktör Tasarım Prensibleri
İmalat ve Kalite Kontrol
Redüktör Seçimi
Uygulama Programı
Soru&Cevap
FİRMA TANITIMI
Hakan Yardımcı
Arge Müd. Yard.
Yılmaz Redüktör
1958’den günümüze
1958
1963
1965
1968
1970 …..
MESUT YILMAZ
1932 … 2001
1958 YILINDAKİ İLK ATÖLYE
1960 YILINDAKİ İLK ÇALIŞMA
EKİBİ
1963 YILINDAN İTİBAREN
REDÜKTÖR İMALATINA BAŞLANDI.
1963 YILINDA ÜRETİLEN İLK SERİ
ÜRETİM REDÜKTÖRLER
1970 YILINDA İNŞA EDİLEN 2. İMALAT
ATÖLYESİ ŞU AN SATIŞ OFİSİ OLARAK
KULLANILMAKTADIR.
1986 YILINDA ORTA DOĞUNUN EN BÜYÜK
REDÜKTÖR FABRİKASININ TEMELLERİ ATILDI.
1987 YILINDA YENİ KURULAN FABRİKADA
SERİ ÜRETİME BAŞLANDI.
1994 YILINDA İLK İHRACAT YAPILDI.
1995 YILINDA İMALAT KALİTESİNİN
YÜKSELTİLMESİ İÇİN YENİ ÖLÇÜM
EKİPMANLARINA YATIRIM YAPILDI.
1996 YILINDA TÜRKİYEDE İLK DIN3967 – 6.KALİTE
DİŞLİLER İMAL EDİLDİ…
2000 YILINDA ISO9001 SERTİFİKASI
ALINDI.
2002 YILINDA DÖKÜMHANEMİZ KURULDU.
2004 YILINDA İKİNCİ
BÜYÜK TEKNOLOJİ YATIRIMI YAPILDI.
2005 YILINDA ATEX BELGESİ ALINDI.
2009 YILINDAKİ YATIRIMLARIMIZ..
• LIEBHERR LFS 1200 FELLOW
• GLEASON P500 S FELLOW
• VICTOR VT40-220 CNC TORNA
• RZ400 REISHAUER DİŞLİ TAŞLAMA
• AICHELIN GAZ KARBÜRLEME ISIL İŞLEM
TESİSİ
• 2 KOMPLE KÜNGEL WAGNER DÖKÜM HATTI
(2008’den Devam Ediyor)
2010 YILINDAKİ YATIRIMLARIMIZ..
• CNC TORNA
ADET
• CNC DİK İŞLEME TEZGAHI
ADET
• CNC YATAY İŞLEME MERKEZİ
• SİLİNDİRİK TAŞLAMA
ADET
• DELİK KAMA AÇMA
ADET
• ISIL İŞLEM FIRINI
9
2
7 ADET
4
1
1 ADET
YILMAZ REDÜKTÖR A.Ş 2012
YILMAZ REDÜKTÖR BUGÜN…
35000 m2 kapalı alan,
(Çerkezköy / Tekirdağ hariç)
• 640 çalışan
•
YILMAZ REDÜKTÖRÜN DİĞER FİRMALARI;
• MES Döküm Ltd.
• Yilmaz Pazarlama Ltd.Sti. (Merkez
Ofis)
ÇERKEZKÖY/TEKİRDAĞ ’ DA
YILMAZ REDÜKTÖR İKİNCİ FABRİKA
• TOPLAM ALAN
- 100.000 m2 ARAZİ ÜZERİNE, 35.000 m2 KAPALI
ALAN
İNŞAATI DEVAM EDİYOR.
• MEVCUT DÖKÜM KAPASİTESİ
- 15.000 TON/YIL
• TESİS TAMAMLANDIĞINDA DÖKÜM
KAPASİTESİ
- 80.000 TON/YIL
- 2013 YILINDA BU KAPASİTENİN
DOLDURULMASI HEDEFLENMEKTEDİR.
KADRO VE PERSONEL
TOPLAM PERSONEL
640
MÜHENDİS
MESLEK LİSESİ MEZUNU
LİSE MEZUNU
DİĞER
72
270
165
133
STAJYER
50
ORGANİZASYON
ŞEMASI
Yönetim
Kurulu
Genel
Müdür
Genel
Müdür Yard.
Fabrika Müdür
Yardımcısı
Kalite Güvence
Şefliği
Finans Müdürü
Arge Müdürü
Planlama
Müdürü
Pazarlama
Müdürü
İmalat Müdürü
Kalite Kontrol
Müdürü
Muhasebe
Müdürü
İnsan Kaynak.
Müdürü
Bilgi İşlem
Şefliği
SATIŞ AĞIMIZ
• 52 Yurtiçi Bayi,
• 18 Yurtdışı Bayi,
• 12 Yurtdışı Sözleşmesiz Satıcı,
• 35% Yurtdışı, 65% Yurtiçi Satış.
İHRACAT YAPTIĞIMIZ ÜLKELER
Avrupa
Amerika
ABD
Kanada
Almanya
Fransa
İngiltere
İsviçre
Polonya
Belçika
Hollanda
Avusturya
Rusya
Danimarka
Bulgaristan
Yunanistan
Romanya
İspanya
Portekiz
Slovenya
Ukrayna
Asya
Afrika
Güney Kore
Hindistan
Tayland
Tayvan
İran
Irak
Suriye
İsrail
Ürdün
TürkiCumhuriyetler
Suudi Arabistan
Pakistan
Mısır
Tunus
Cezayir
Nijerya
Gana
Güney
Afrika
YILMAZ REDÜKTÖR ÜRÜNLERİ
Hakan Yardımcı
Arge Müd. Yard.
Yılmaz Redüktör
YILMAZ REDÜKTÖR ÜRÜN AİLESİ
M Series
H Series
E Series
B Series
K Series
T Series
Y Series
P Series
D Series
V Series
M & N Serisi
13 farklı gövde büyüklüğü
Tork Aralığı: 50 - 18.000Nm
Çıkış Devir Aralığı: 0,1 - 500d/dak
E Serisi
8 farklı gövde büyüklüğü
Tork Aralığı: 5 - 1.000Nm
Çıkış Devir Aralığı: 0,1 - 400d/dak
D Serisi
10 farklı gövde büyüklüğü
Tork Aralığı: 130 - 18.000Nm
Çıkış Devir Aralığı: 0,1 - 350d/dak
K Serisi
7 farklı gövde büyüklüğü
Tork Aralığı: 200 - 15.000Nm
Çıkış Devir Aralığı: 0,1 - 40d/dak
Y Serisi
25 farklı gövde büyüklüğü
Tork Aralığı: 1.200 - 43.000Nm
Çıkış Devir Aralığı: 2,6 - 990d/dak
H Serisi
13 farklı gövde büyüklüğü
Tork Aralığı: 2.500 - 150.000Nm
Çıkış Devir Aralığı: 0,1 - 250d/dak
B Serisi
13 farklı gövde büyüklüğü
Tork Aralığı: 5.000 - 150.000Nm
Çıkış Devir Aralığı: 0,1 - 115d/dak
T Serisi
10 farklı gövde büyüklüğü
Tork Aralığı: 200 - 18.000Nm
Çıkış Devir Aralığı: 46 - 280d/dak
P Serisi
10 farklı gövde büyüklüğü
Tork Aralığı: 1.000 - 50.000Nm
Çıkış Devir Aralığı: 0,1 4000d/dak
V Serisi
Redüktör
Büyüklüğü
Yük
[ton]
Yük
Sınıfı
VR373.1K
3,2
M7(4m)
VR473.1K
6,8
M6(3m)
VR573.1K
12,5
M5(2m)
VR673.1K
25
M4(1Am)
VR773.1K
40
M(2m)
REDÜKTÖR TİPLERİ
Alın Dişli Redüktörler
Helisel Dişli (İç/Dış/Planet)
Düz Dişli (İç/Dış/Planet)
Konik Dişli Redüktörler
HIPOID veya Eksenleri Çakışan
Sonsuz Vidalı Redüktörler
ZK,ZN,ZI,ZH / ZC formlu 90 derece sonsuz.
GLOBOID veya SİLİNDİRİK
CYLO Tipi Redüktörler
HARMONİK Tahrik Redüktörler
Varyatörler
Hakan Yardımcı
Arge Müd. Yard.
Yılmaz Redüktör
ALIN DİŞLİ REDÜKTÖRLER
Helisel Dişli (İç/Dış/Planet)
Düz Dişli (İç/Dış/Planet)
ALIN DİŞLİ REDÜKTÖRLER
Planet Redüktörler
KONİK DİŞLİ REDÜKTÖRLER
HIPOID veya Eksenleri Çakışan
Sonsuz Vidalı Redüktörler
ZK,ZN,ZI,ZH / ZC formlu 90 derece sonsuz.
GLOBOID veya SİLİNDİRİK
CYCLO TİPİ REDÜKTÖRLER
HARMONİK TAHRİK REDÜKTÖRLER
VARYATÖRLER
REDÜKTÖR TASARIMI
Dişli Mukavemeti
Dişli Geometrisi
Dişli Modifikasyonları
Metin Yılmaz
Arge Müdürü
Yılmaz Redüktör
DİŞLİ MUKAVEMETİ
1.Yüzey Basınç (Pitting) Kontrolü,
ISO6336:2006
= Nominal yüzey basıncı
K faktörleri = Çalışma şartlarına uygun düzeltme katsayıları
Yüzey Basınç (Pitting) Kontrolü,
ISO6336:2006
Ft = Teğetsel dişli yükü
d1 = Taksimat dairesi çapı
b = Dişli genişliği
u = Çevrim oranı z2/z1
ZB = Tek dişli temas faktörü
ZH = Referans dairesinden taksimata dönüştürme katsayısı
ZE = Elastisite modülü katsayısı
Zε = Kavrama oranı katsayısı
Zβ = Helis açısı faktörü
σH = Yüzey gerilmesi
σH0 = Taksimat dairesindeki yüzey gerilmesi
σHP = Müsaade edilen yüzey gerilmesi
Müsaade Edilen Yüzey Gerilmesi
Müsaade Edilen Yüzey Gerilmesi
SHmin = Gerekli emniyet katsayısı
Zx = Dişli büyüklük katsayısı
Zw = Dişli malzeme eşleşme katsayısı
ZR = Yüzey pürüzlülük katsayısı
ZV = Hız faktörü
ZL = Yağlama faktörü
ZNT = Ömür faktörü
σHG = Müsaade edilen düzeltilmiş yüzey gerilmesi
σHlim = Müsaade edilen referans yüzey gerilmesi
σHP = Emniyetli yüzey gerilmesi
Müsaade Edilen Referans
Yüzey Gerilmesi (σHlim)
Malzemeye bağlı σHlim değereleri ISO 6336:2006 Bölüm 5’ de verilmiştir. Yüzey
sertliği ve malzeme kalitesine bağlı olarak referans gerilme değeri okunabilir.
Malzeme Kalite Grupları:
ME: Yüksek güvenilirlik gereksinimi.
MQ: Genel endüstriyel uygulamalar ve orta düzey güvenilirlik gereksinimi.
ML: Düşük seviye güvenlik gereksinimi.
Müsaade Edilen Referans
Yüzey Gerilmesi (σHlim)
Yüzey sertleştirilmiş dişliler.
Komple sertleştirilmiş dişliler.
2. Dişdibi Gerilmesi Kontrolü,
ISO6336:2006
= Nominal dişdibi gerilmesi
K faktörleri = Çalışma şartlarına uygun düzeltme katsayıları
2. Dişdibi Gerilmesi Kontrolü,
ISO6336:2006
Ft = Teğetsel dişli yükü
mn = Normal modül
b = Dişli genişliği
YF = Dişdibi form faktörü
YS = Çentik faktörü
Yβ = Helis açısı faktörü
σF = Dişdibi gerilmesi
σF0 = Nominal dişdibi gerilmesi
σFP = Müsaade edilen dişdibi gerilmesi
Dişli Form Faktörü
Dişdibi Çentik Faktörü
Taşlanmış dişliler için aşağıdaki formül kullanılır;
Müsaade Edilen Dişdibi Gerilmesi
Müsaade Edilen Dişdibi Gerilmesi
SFmin = Gerekli emniyet katsayısı
YST = Gerilim düzeltme katsayısı
YNT = Ömür faktörü
YδrelT = Çentik hassasiyet faktörü
YRrelT = Yüzey pürüzlülük faktörü
YX = Malzeme büyüklük fakötrü
σFG = Müsaade edilen düzeltilmiş dişdibi gerilmesi
σFlim = Müsaade edilen referans dişdibi gerilmesi
σFP = Emniyetli dişdibi gerilmesi
Müsaade Edilen Referans
Dişdibi Gerilmesi (σFlim)
Malzemeye bağlı σFlim değereleri ISO 6336:2006 Bölüm 5’ de verilmiştir. Malzeme
çekirdek sertliği ve malzeme kalitesine bağlı olarak referans gerilme değeri
okunabilir.
Malzeme Kalite Grupları:
ME: Yüksek güvenilirlik gereksinimi.
MQ: Genel endüstriyel uygulamalar ve orta düzey güvenilirlik gereksinimi.
ML: Düşük seviye güvenlik gereksinimi.
Müsaade Edilen Referans
Dişdibi Gerilmesi (σFlim)
Komple sertleştirilmiş dişliler.
Yüzey sertleştirilmiş dişliler.
K Katsayıları
Uygulama Katsayı, KA
Tahrik eden
makinanın yük
sınıfı
Tahrik edilen makinanın yük sınıfı
Düzgün
Hafif darbeli
Orta darbeli
Ağır darbeli
Düzgün
1,0
1,25
1,5
1,75
Hafif darbeli
1,1
1,35
1,6
1,85
Orta darbeli
1,25
1,5
1,75
2,0
Ağır darbeli
1,5
1,75
2,0
>2,25
K Katsayıları
Eşdeğer Tork, Teq
Isıl İşlem
Yüzey Basınç (Pitting)
Dişdibi
Yüzey sertleştirme
6,610
8,738
Komple sertleştirme
6,610
6,225
Nitrasyon
5,709
17,035
Nitro-karbürizasyon
15,715
84,003
K Katsayıları
Dinamik Yük Katsayı, KV
Hıza ve rijitliğe bağlı oluşan ek yükleri referans alır.
K Katsayıları
Helis Yönünde Yük Dağılım Faktörleri,
KHβ(Diş yüzeyi), KFβ(Dişdibi)
Dişli genişliği boyunca olan yük dağılım değişimini göz önüne alır.
Yük dağılım bozukluğunun sebepleri;
Dişli, mil, rulman, gövde ve benzeri yük alan elemanların
deformasyonları
Dişli ve millerin konum tolerans ve imalat hataları
K Katsayıları
KHβ(Diş yüzeyi)
K Katsayıları
Profil Yönünde Yük Dağılım Faktörleri,
KHα(Diş yüzeyi), KFα(Dişdibi)
Dişli profili boyunca olan yük dağılım değişimini göz önüne alır.
Yük dağılım bozukluğunun sebepleri;
Dişli, mil, rulman, gövde ve benzeri yük alan elemanların
deformasyonları
Dişli ve millerin konum tolerans ve imalat hataları
Kavrama oranına bağlı olarak dişlilerin kavramaya giriş ve çıkış
anlarındaki yük paylaşımları
Profil modifikasyonları
Diğer Dişli Kontrolleri
Aşınma (Scuffing / Scoring)
Kavrama doğrusunun giriş ve çıkış noktalarına yakın bölgelerde yüksek
kayma hızlarından dolayı meydana gelen yüksek ısı artışları ile beraber
bölgesel olarak yağ filminin incelmesi ve kısmi metal-metal temasının
gerçekleşmesi ile olur.
Diğer Dişli Kontrolleri
Mikropitting
Yeterli yağlama koşullarının sağlanamaması veya aşırı yüzey basınçları
nedeni ile görünen dişli yan yüzeyinin alt kısmından başlayarak yüzeye doğru
yayılan minik çukurcuklar nedeni ile oluşur. Önce ses artışı ve sonrasında
dişlinin komple bozulması ile sonuçlanır.
DİŞLİ GEOMETRİSİ
Metin Yılmaz
Arge Müdürü
Yılmaz Redüktör
Yuvarlanma Prensibi:
Evolvent (Involute) Eğrisinin Tanımı
Evolvent Dişli Formu Özellikleri
•
•
•
•
•
•
•
•
•
•
•
•
Kolay imal edilebilir.
Farklı diş sayılarına sahip dişliler aynı takım ile imal edilebilir.
Eksen arası mesafe sapmalarını tolere edebilir.
Kavrama doğru doğrusaldır.
Dişli normal kuvvetinin yönü ve büyüklüğü sabittir.
Her iki profilin dış bükey olması nedeni ile yüksek temas basıncı oluşur.
Birbirini kavrayan evolvent eğrileri, temel daireleri üzerindeki eşit
taksimatlara sahiptir.
Kavrama doğrusu her iki evolventin temel dairesine teğettir.
Pinyon ve çarkın arasındaki çevrim oranı temel dairelerin çapları arasındaki
orana eşittir.
Eksen arası mesafesindeki değişiklikler kavrama doğrusunun boyunu ve
açısını değiştirir.
Eksen arası mesafedeki değişiklikler evolvent formu etkilenmez.
Sabit basınç açılı takımlarla üretim yapılabilir.
Evolvent Dişli Formu Özellikleri
•
•
•
Sabit basınç açılı doğrusal yanaklara sahip basit
takımlarla üretim yapılabilir.
d=db / cosα
Temel daire üzerindeki taksimat modülü belirler.
Referans Profil
Bir dişlinin referans profili, referans çapının bir doğruya açılması ile
elde edilir. Evolvent dişlilerde referans profilin yanakları doğrusaldır.
Referans profilde referans dairesi olarak taksimat dairesi alınır.
Referans Profil, DIN867
Diş üstü(Addendum) yüksekliği hap*=1
Diş dibi(Dedendum) yüksekliği hfp*=1+cp*
Tepe boşluğu(Tip clearance) faktörü cp*=0,1-0,4
Basınç açısı (Pressure angle) αp=20°
Profil Kaydırma / Tashih Miktarı
(Profile Shifting / Addendum Modification)
Takımla iş merkezi arasındaki mesafe değiştirilerek profil kaydırma
yapılabilir.
Profil Kaydırma (Profile Shifting)
Artan Profil Kaydırma;
Diş dibi kalınlaşır.
Diş tepesi sivrilir
Azalan Profil Kaydırma;
Diş dibi kesilebilir (kısmi evolvent)
Diş tepesi kalınlaşır.
Profil Kaydırma (Profile Shifting)
Düşük diş sayılarına sahip dişliler
tahsis miktarı değişimlerinden daha
fazla etkilenir.
Dişdibi Kesilmesi (Undercut)
Düşük diş sayılı dişlilerde meydana gelir.
Uygun profil kaydırma miktarı ile dişdibi kesilmesi önlenebilir.
Kayma Hızı (Specific Sliding)
Kayma hızı, kavrama doğrusu üzerinde temas noktasında evolvente
teğet olan hızdır.
Kayma Hızı Değişimi
Aşınmayı azaltmak ve ısıyı düşürmek için kayma hızlarının düşük
tutulması hedeflenir.
Kavrama Doğrusu (Path of Contact)
Kavrama doğrusu iki temel daireye de teğet olan doğrudur. Kavrama
noktaları teoride bu doğrunun üzerindedir.
Temel Formüller
Taksimat dairesi: d= z.mt = z.mn/cos(β)
Dış üstü çapı: da = d + 2mn.hap + 2mn.x + 2mn.k
Dış dibi çapı: df = d - 2mn.hfp + 2mn.x
Yuvarlanma dairesi çapı: dw1 = 2a.z1/(z1+z2)
Temel daire çapı: db = d.cos(αt)
Taksimat alın basınç açısı: tan(αt) = tan(αn) / cos(β)
Basınç açısı: cos(αyt) = db / dy = d.cos(αt)/dy
Dişli kalınlığı: sn = mn.(π/2+2.x.tan(αn))
Eksen mesafesi;
Referans eksen mesafesi
ad= (z1+z2)/(2mncos(β))
Gerçek eksen arası mesafesi
a=(dw1+dw2)/2 = ad.cos(αt) / cos(αwt) < ad + Σx.mn
İç Dişli Formu (Internal Gear Form)
İç dişliler için eksen mesafesi, çaplar ve diş sayıları negatif olarak
alınır.
Protuberance
Dişli taşlama esnasında diş dibinde oluşan çentik etkisini azaltmak
için protuberance bıçaklar kullanılır.
Dişli Profillerinin Çakışması (Interference)
Evolvent olmayan profil bölgesinde (temel
dairesi altında) oluşabilir.
İç dişliler için özel durum;
Temel dairesi diş üstü dairesi çapı üzerinde
olduğu durumlarda kesin olarak oluşur. Bu
nedenle buna izin verilmez.
Teorik Diş Arası Boşluğu (Backlash)
Normal boşluk (jn) dişli yanaklarına dik
olarak ölçülür.
Alın boşluk (jt) dişli alnına paralel olarak ölçülür.
Düz dişlilerde ikisi birbirine eşittir.
jr Radyal olarak dişlilerin birbirlerine temas
edene kadarki boşluktur.
Kalınlık Toleransı, DIN3967
(Thickness Tolerances)
Asne,i geçme boşluğunu, Tsn bunun imalat
toleransını ifade eder.
Asn = Asne,i + Tsn
Tolerans sınıfı harf ve sayılar ile ifade
edilir(Örnek: 25cd). Harf kısmı Asn
değerlerini, sayı kısmı da Tsn değerlerini yani
toleransını tanımlar.
‘a’ en yüksek boşluk, ‘h’ ise sıfır boşluğu
ifade eder. a’dan h’a doğru ISO geçme
toleranslarında olduğu gibi boşluk azalır.
21’den 30’a doğru Tsn değerleri dar tolerans
alanından geniş tolerans alanına doğru gider.
Kalınlık Toleransı, DIN3967
(Thickness Tolerances)
Döküm çember dişli
Çember dişli(normal boşluklu)
Çember dişli(az boşluklu)
Yüksek sıcaklıkta çalışan dişliler (ΔT=70K)
Genel endüstriyel dişliler (tek yön çalışan)
Genel endüstriyel dişliler (çift yön çalışan)
Otomobil şanzımanları
Tarım makinaları
Tezgah takımları
Baskı makinaları
Ölçüm makinaları
a29, a30
a28
bc26
ab25
b26
c25,c24,cd25, cd24, d25, d24, e25, e24
d26
e27, e28
f24, f25
f24, g24
g22
Eksen Arası Toleransı, DIN3964
Aa: Dişlilerin içine yerleştirildiği gövdenin eksenlerinin arasındaki toleransı ifade
eder. Gösterimi ‘js’ ve bir sayı ile isimlendirilir. (Örnek: js7)
Döküm çember dişli
Çember dişli(normal boşluklu)
Çember dişli(az boşluklu)
Yüksek sıcaklıkta çalışan dişliler (ΔT=70K)
Genel endüstriyel dişliler (tek yön çalışan)
Genel endüstriyel dişliler (çift yön çalışan)
Otomobil şanzımanları
Tarım makinaları
Tezgah takımları
Baskı makinaları
Ölçüm makinaları
js10
js9
js9, js8
js6
js7
js7, js6
js7
js8
js6
js6
js5
Gerçek Diş Arası Boşluğu (Backlash)
Gerçek çalışma boşluğu genleşmeden
dolayı olan farklılıklar ve yük altındaki
deformasyonlar dikkate alınarak
düzeltilmelidir.
Isıl genleşmeye bağlı boşluk değişimi
Deformasyona bağlı boşluk değişimi
Dişli Kalitesi
Dişli kalitesi ISO1328, DIN3961, AGMA2015 ve BS436/2 çok az farklarla
aynı gruplandırma sayısı ile tanımlanır.
İmalat yöntemine göre elde edilebilir kaliteler aşağıda verilmiştir.
İşleme Yöntemi
Kalite
Taşlama
Raspalama, lebleme
Azdırma
Fellow
Sinterleme
2…7
5…7
6…9
6…9
8…12
Not: AGMA eski norm kaliteleri ISO ile aynı değildir. Aralarında yaklaşık
olarak 17 sayı fark vardır.
AGMA2000-A88 ≈ (17 – ISO Kalitesi)
Örnek: ISO 8.Kalite ≈ AGMA 9.Kalite
Profil Sapmaları
Toplam profil sapma
Profil form sapması
Profil açı sapması
Helis Sapmaları
Toplam helis sapması
Helis form sapması
Helis açı sapması
Birleşik Adım Sapmaları
Toplam teğetsel adım sapması
Dişten dişe teğetsel adım sapması
Toplam radyal adım sapması
Dişten dişe radyal adım sapması
Adım Sapmaları
Taksimat dairesindeki tek diş adım sapması
Temel dairesindeki tek diş taksimat sapması
Eş Merkezlik Sapması (Radyal Salgı)
Radyal salgı
Diş Kalınlık Değişimi
Diş kalınlık değişimi
Dişli Kalınlık Ölçüm Yöntemleri
Mikrometre ile ölçüm
Mikset ile ölçüm
Dişli kumpası ile ölçüm
Dişli ölçüm tezgahı
DİŞLİLERDE MODİFİKASYONLAR
Metin Yılmaz
Arge Müdürü
Yılmaz Redüktör
DİŞLİLERDE MODİFİKASYONLAR
Oluşan imalat hataları ve özellikle yük altında oluşan elastik
deformasyonlar nedeniyle dişlilerin temas çizgileri üzerinde dişli genişliği
boyunca yüksek basınç farklılıkları oluşabilir. Bu farklılıkları telafi edebilmek
ve daha dengeli bir basınç dağılımı elde edebilmek için dişli yanakları
üzerinde düzeltmeler yapılmaktadır.
Profil Yönünde Tepe ve Dip Boşaltması
(Tip and Root Relief)
Profil Yönünde Bombe
(Profile Crowning / Barreling)
Basınç Açısı Değiştirme
(Pressure Angle Modification)
Helis Yönünde Kenar Boşaltma
(End Relief)
Helis Açısı Değiştirme
(Helix Angle Modification)
Helis Yönünde Bombe
(Crowning)