Normal dağılımın ortalama ve varyans parametrelerin değişimi ile kusurlu oranı
arasındaki ilişkiyi kurar.
1.Normal Dağılım
Değişkenliğin azaltabilmek için bütün değerlerin dağılımını, değerlerin ortaya çıkma sıklığını
gösteren olasılık dağılımlarını bilmek gerekir. Olasılık dağılımlarıyla olası sonuçlar durumlar
olasılık bazında kestirilebilir. Normal dağılım en çok kullanılan olasılık dağılım modelidir. Bu
dağılım, şekli çan görünümünde olduğu için çan eğrisi olarak da anılır. Kuramsal olarak sonsuz
sayıda normal dağılım vardır.
Normal dağılım iki parametrelidir. Bu parametreler ortalama ve standart sapma (ya da
varyans) dır. Bu parametrelerin değerlerinin değişimi dağılımların farklılaşmasına yol açar.
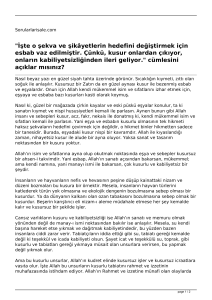
Varyans aynı kalıyorken ortalamanın değişmesi dağılımın eksen üzerinde sağa veya sola
kaymasına neden olur (Şekil 1).
Şekil 1. Ortalamanın değişmesi
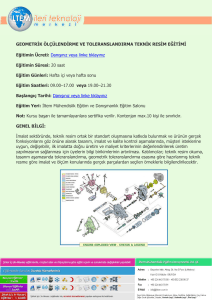
Ortalamalar aynı kalıyorken standart sapma (varyans) taki değişim ise normal dağılımın sivri
veya basık olmasına neden olmaktadır. Standart sapma küçükse dağılım sivri diğer türlü basık
olacaktır (Şekil 2).
Şekil 2. Standart sapmadaki değişime göre normal dağılım
Normal dağılımın özellikleri:
Kuramsal olarak, eksi sonsuz (-∞) artı sonsuza kadar (+∞) aralığında dağılır.
Ortalamaya göre simetrik, tek tepeli dağılımdır.
Eğri altında kalan toplam alan (toplam olasılık) 1’e eşittir.
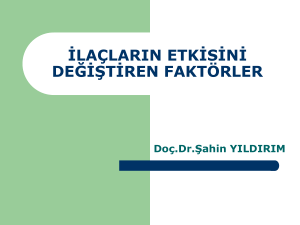
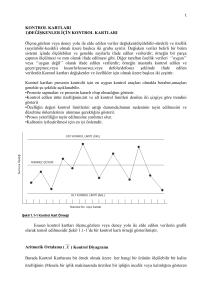
Normal dağılım eğrisi altındaki alanın standart sapmaya bağlı olarak bölünmeleri
tanımlanabilir. Bu durum Şekil 3’de gösterilmektedir.
Şekil 3. Normal eğri altındaki alanın standart sapmaya bağlı bölünüşü
2.Kusur, Kusurlu ve Kusurlu Oranı
Bir ürünün ilgilenilen kalite özeliği (değişken) X, ürünlerin aldığı değerler x ile tanımlanır.
Kalite özelliğinin alabileceği en küçük değeri ve en büyük değeri gösteren tolerans sınırları
sırasıyla alt tolerans sınırı (Ta) ve üst tolerans sınırı (Tü) dür.
Kalite özelliği için çift taraflı tolerans tanımlandığında ürünlerin aldığı değerler bu tolerans
sınırlar arasında ise yani Ta ≤ X ≤ Tü ise kusursuz, diğer türlü dışında ise kusurlu olacaktır.
Tek taraflı tolerans sınırı tanımlanmışsa yanı sadece Ta veya Tü tanımlanmışsa X< Ta (veya
X>Tü ) ise kusurlu olarak tanımlanacaktır.
Kusurlu birim oranı kusurlu birim sayısının toplam birim sayısına oranıdır. Bu oranın kuramsal
olarak incelenmesinde normal dağılım model olarak alınır. Çünkü ölçüm değerleri yaklaşık
olarak normal dağılıma uyar, uymazsa uygun değişken dönüştürmeleri ile normal dağılıma
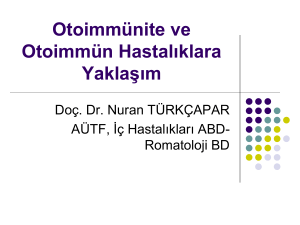
uydurulabilir. Dolayısıyla ilgili kalite özeliği (X)’in gösterdiği normal dağılımda, teknik
tolerans sınırlarının dışındaki bölgenin alanı kusurlu oranını verir (Şekil 4).
Şekil 4. Çift taraflı tolerans sınırı için kusurlu oranı
Şekil 4’den görüldüğü gibi, gerçekleşen süreç ortalamasının tolerans aralığı ortasına eşit olması
halinde (merkezleşme durumu) tolerans sınırları dışında kalan uç bölgeler alanı p1 ve p2’dir.
Normal dağılım ortalamaya göre simetrik olduğu için de p1= p2 dir. Dolayısıyla olası kusurlu
oranı
p=p1+p2= 2p1=2p2
Kusurlu Oranı (Olasılığı) P = P1+P2
Kusursuz Oranı (Olasılığı) q = 1- P
dir.
Bu olası kusurlu oranının yarısının alt tolerans sınırının altında ve diğer yarısının da üst tolerans
sınırının üstünde yer almasıdır. Yani p1=p2=p/2 olacaktır. Ancak süreç ortalamasının tolerans
aralığı orta değerinden farklı değer olması yani uzaklaşması, kayma yönüne göre Ta yada Tü’ye
yaklaşmasıdır. Bu durumda kusurlu oranı, ilgili tolerans sınırının dışındaki alanın büyüklüğü
ölçüsünde büyüyecektir.
3.Kusurlu Oranı ve Standart Sapma ilişkisi
Ürünlerin ilgili X özeliği (değişkeni) açısından gerçekleşen değerleri, ortalaması μ (mü) ve
standart sapması σ (sigma) olan bir normal dağılım olarak modellendiğinde, kusurlu ürün oranı
ve standart sapma arasındaki ilişki aşağıdaki Tablo 1’de özetlenmiştir.
Tablo 1. Tolerans sınırları ve kusurlu kusursuz oranları ilişkisi
Tablo 1’de teknik toleransların tek veya çift yönlü olması durumlarına göre, kusurlu oranları
ile kusursuz oranlarının, tolerans aralığı genişliği (Tü-Ta)’nün sigma ölçeğindeki değerine bağlı
olarak ulaşabileceği değerler yer almaktadır. Örneğin tek taraflı tolerans limit tanımlanmışsa ve
bu sınır ortalamadan bir standart sapma uzakta bulunuyorsa, yani (μ±σ)
ise bir yönde
oluşabilecek kusurlu oranı yaklaşık %15.87 ve kusursuz oranı yaklaşık %84.13 olacaktır. Çift
taraflı tolerans tanımlandığında ise kusurlu oranı iki katına çıkacak ve %31.73 olacaktır.
Dolayısı ile kusursuz oranı da yaklaşık %68.27 olarak gerçekleşecektir.
( 4.50 ) durumunda ise tek yönlü tolerans sınırı için kusurlu oranı yaklaşık milyonda 3.4
(3.398) ve kusursuz oranı da yaklaşık milyonda 999997 olacaktır. Çift taraflı sınırlar içinse iki
yönlü kusurlu oranı yaklaşık milyonda 6.8 ve kusursuz oranı da yaklaşık milyonda 999993.2
düzeyinde gerçekleşecektir.
Eğer Ta ve Tü için geçerli değerler ( 6.00 ) olarak belirlenmişse, kusurlu oranı tek yönlü
tolerans sınırı için yaklaşık milyarda 1 ve çift yönlü sınırlar olması durumunda yaklaşık
milyarda 2 düzeyinde olacaktır.
Deneyimler göstermiştir ki, süreç ortalaması teknik tolerans aralığı ortasından 1,5σ
sapabilmektedir. Bu durumda olası kusurlu ya da kusursuz oranları değişecektir. Bu değerler
karşılaştırmalı olarak Tablo 2 de yer almaktadır.
Tablo 2. Tolerans Aralığı Genişliği ve Standart Sapma İlişkisi
Kaynak: Altı Sigma –Müşteri Odaklı Yönetim, Necmi Gürsakal, Nobel Yayınları, 2005.
SORULAR:
1. Normal dağılım niçin “normal” olarak adlandırılmıştır?
2.İnsanlarla ilgili boy, kilo gibi özelliklerin normal dağılıma uyduğu kabul edilmektedir.
Niçin?