Elmas Uçlu Daire Testereler
Carbide Tipped Circular Saw Blades
Hochgeschwindigkeitsschleifen der Spankammer
und des Plattensitzes in höchster Präzision
High speed grinding of the gullet
and the tip seat in highest precision
Elmas Uçlu Daire Testereler
1966 da testere teknolojisinde yeni bir çağ başladı: Lennartz
dünyada çelik kesimi için ilk elmas uçlu daire testereyi üretti.
Yıllar süren araştırma ve geliştirme, 1 milyon markı aşan bir
maliyet ( o dönemler için oldukça yüksek bir yatırım) ve önde
gelen makina üreticileriyle sıkı işbirliği Lennartz’ı bu üretim
teknolojisinde lider yaptı.
Lennartz 1970 lerin başında Elmas Uçlu Daire Testerelerin seri
üretiminde lider oldu.Kaliteyi artırmak ve yüksek perfomans elmas
testere teknolojisinin üretimi ve geliştirilmesini ilerletmek için
ilerleyen yıllar boyunca yatırımlar yapıldı. Bu yatırımlar bugüne
kadar sürdü; böylelikle Lennartz listenin zirvesinde kalmaya ve sizin
ihtiyacınız olan en uygun Elmas Uçlu Daire Testereyi önermeye
devam edecek.
Carbide Tipped Circular Saw Blades
A new era in saw technology began in 1966: Lennartz manufactured the
worldwide first Carbide Tipped Circular Saw Blades for steel cutting.
Many years of research and development, at a total cost of more than 1
million German Marks (an enormous investment in those days) and
close cooperation with leading machine manufacturers have made
Lennartz the leading expert in this manufacturing technology field.
Substantial investments were made in the following years, primarily
to improve the quality and expand the aspect of high-performance
carbide saw technology in production and development. This has
continued to the present day, so that Lennartz will continue to be
the top of the list and also able to offer you the optimum Carbide
Tipped Circular Saw Blade for your needs.
Lennartz became the worldwide leading manufacturer of
serially produced Carbide Tipped Circular Saw Blades of
this type as early as in 1970.
3
Çelik Kesim için Elmas Uçlu Daire Testereler
Carbide Tipped Circular Saw Blades for steel cutting
Üretim seçenekleri 160 mm çaptan 2200 mm çapa kadar
müşterinin talebine göre türlü kalınlıklar,kesme genişlikleri
ve diş sayılarını kapsar.
The range of production includes all saw blade dimensions from
160 mm to 2200 mm diameter with different blade thicknesses, cutting
widths as well as the number of teeth, as required by customers.
Değişik Uygulamalar için Uygun Diş Geometrileri
Suitable tooth geometries for different applications
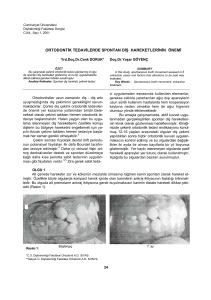
Kesme ve Temizleme Diş Geometrisi
Çelik kesimi için elmas uçlu daire testerelerde geliştiren ilk diş
geometrsi roughing and finishing (kesme ve temizleme) formdur.
Değişik kalitelerde dolu malzeme kesimi için 1966 da Braunschweig
üniversitesi ile işbirliğiyle geliştirildi.
0,05
α
b
Kesme Dişi
γo
V
γ
V
ap
Roughing Tooth
l
V
ε
γ
αr
o
α
B
γ
dr
2
.
ε = 0°
λ
2
Temizleme Dişi
Roughing and Finishing Tooth Geometry
ε
b
The first tooth geometry that was developed for steel cutting with Carbide Tipped
oN
h
ε
Finishing Tooth
SV
λ
SN
N
f
α
Circular Saw Blades is the Roughing and Finishing Tooth Geometry. This
geometry was developed in 1966 in cooperation with Braunschweig University and
is used for cutting solid materials in different qualities.
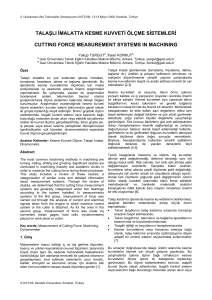
Talaş Kırıcı Diş Geometrisi
Talaş kırıcı form talaşta kayda değer bir değişim yaratır. Kesme ve
temizleme diş formuyla ulaşılamayacak ilerleme değerlerine ulaşır.
Bu efektif diş formu dolu malzeme ve boruların kesiminde kullanılır.
0,05
bε
γs
ε α
h r
γ
o
br
o
bγ
γ
C
ε
2
d
f
Chip Breaker Tooth Geometry
The Chip Breaker Tooth Geometry represents an additional
variation of chipping. Here, all teeth are located on a single
radius which makes allowance for higher feed rates than are
possible with the Roughing and Finishing Tooth Geometry. This
efficient tooth form is used for cutting tubes and solid materials.
l
γ
ap
= 0°
λ
S
αr
B
dr
2
γ
f
4-Talaş Diş Formu
4-Talaş diş formu ; kesme ve temizleme diş formunun avantajlarını
taşır. Zorlu malzeme kesimlerinde veya daha az turla kesim istenen
uygulamalarda kullanılır..
4-Chip Tooth Geometry
The 4-Chip Tooth Geometry represents an advancement of the Roughing
and Finishing Tooth Geometries. This variation is used for difficult cutting
applications or whenever short cutting cycles are required.
Teknik Referans Değerleri
Technical Reference Values
Malzeme Dayanımı
Strength of Cutting Material
δB
N/mm2
4
Kesme Hızı
Cutting Speed
Vc
m/min
Talaş Kalınlığı
Chip Thickness
fz
mm/Zahn
mm/tooth
Kesme ve Temizleme Diş Formu
Roughing and Finishing Tooth Geometry
Talaş Kırıcı Diş Formu
Chip Breaker Tooth Geometry
< 600
120 - 180
0,10 - 0,11
0,10 - 0,14
600 - 900
90 - 140
0,09 - 0,10
0,09 - 0,12
900 - 1500
70 - 110
0,08 - 0,09
0,07 - 0,12
Yüksek Alaşımlı İçerikler/High Alloyed Steels
40 - 80
0,03 - 0,06
0,04 - 0,08
Demir Dışı Metallerin Kesimi içinElmas Uçlu Daire Testereler
Carbide Tipped Circular Saw Blades for cutting non-ferrous metals
Değişik Uygulamalar için Uygun Diş Geometrileri
Suitable tooth geometries for different applications
Üçlü Talaş Diş Geometrisi
Alüminyum ve demir dışı metal kesiminde kullanılan klasik diş
formudur. .
0,05
α
b
Kesme Dişi
γ
γ
V
oN
oV
h
ap
Roughing Tooth
ε
V
o
γ
α
ε
B
dr
2
Temizleme Dişi
ε
b
N
S
ε
Finishing Tooth
2
f
Bd
Triple Chip Geometry
The classic tooth geometry for cutting aluminium and other nonferrous metals is the Triple Chip Geometry.
l
γ
αr
f
α
α
b
0,05
ap
γ
1
o
α
εV
h
V
αr
f
γ
ε
B
dr
Temizleme Dişi
R
t
2
Bdf
2
Chip Deflector Geometry
Specially designed Chip Deflector Geometries are designed to
cut copper, brass and aluminium with excellent surface qualities
and long saw blade service lives.
γo
V
Lγf
Kesme Dişi
Roughing Tooth
Finishing Tooth
bε
εN
S
Bakır , pirinç ve alüminyum kesiminde mükemmel yüzey kalitesi ve
uzun testere ömrü için özel olarak dizayn edilmiştir.
h
Talaş Savar Diş Geometrisi
f
α
Ses Düzeyi Azaltılmış Testere
Vibrasyon Azaltıcı Elementler
Noise-level reduced Saw Blade
HUSHmax
AR-GE merkezleriyle yoğun işbirliği sonucu geliştirilmiş özel testere.
Özel ve sistematik olarak lazerle boşluklar oluşturup bunların özel
mühürlenmeliyle (vibrasyon düşürücü elementler) oluşturulan özel
testere. Uygulamalarında sürekli olarak vibrasyonu ve kesimde oluşan
gürültüyü azaltıcı etkisi vardır.
.
Klasik Dizayn
Convential design
This special saw blade was developed in close cooperation with
research centres after extensive series of tests. The application
of systematically placed laser slits (vibration-reducing elements)
and sealing them with a filler that was specially developed for
this application has, in comparison with conventional saw
blades, helped to considerably reduce the fall time and
consequently also the development of noise while cutting.
HUSHmax
time (s)
Aşırı geliştirilmiş fonksiyonlarıyla HUSHmax klasik testerelere
göre oldukça avantaj sağlar. HUSHmax testere aşağıdaki
ilerletilmiş özellikleri ile karakterize edilir.
time (s)
The enormously improved fall function of the HUSHmax saw
blade produces clear advantages in comparison with a
standard saw blade. The HUSHmax saw blade is essentially
characterised by the following improved properties:
• Vibrasyon azaltılmış pürüzsüz çalışma
• İlerletilmiş kesim yüzeyi kalitesi
• vibration-reduced smooth running;
• Kesim sırasında azaltılmış ses düzeyi
• improved quality of cutting surface;
• Arttırılmış testere ömrü
• noise-level reduction during sawing;
• increased tool life
6
Kaplamalar
Coatings
Titannitrid
Titan nitrite
Farbe: Gold
Max. Arbeitstemperatur: 500°
Reibungskoeffizient: 0,45μ
Oberflächenhärte: 2500HV
Einsatz: Allround
Colour: gold
Max. working temperature: 500°
Coefficient of friction: 0.45μ
Titanaluminiumnitrid
Titan aluminium nitrite
Farbe: blau/schwarz
Colour: blue/black
Max. working temperature: 800°
Coefficient of friction: 0.60μ
Max. Arbeitstemperatur: 800°
Reibungskoeffizient: 0,60μ
Oberflächenhärte: 3200HV
Einsatz: Hochgeschwindigkeitsanwendungen
TIN
Surface hardness: 2500HV
Application: Multiple
TiAIN
Surface hardness: 3200HV
Application:
High speed applications
Chromnitrid
Chromium nitride
Farbe: Chromfarbig
Max. Arbeitstemperatur: 600°
Reibungskoeffizient: 0,25μ
Oberflächenhärte: 1800HV
Colour: chrome colour
Max. working temperature: 600°
Coefficient of friction: 0.25μ
Einsatz: Bei NE Metallen
Application: Non-ferrous metals
CrN
Surface hardness: 1800HV
7