Tekstil Teknolojileri Elektronik Dergisi
Cilt: 6, No: 1, 2012 (40-46)
Electronic Journal of Textile Technologies
Vol: 6, No: 1, 2012 (40-46)
TEKNOLOJİK
ARAŞTIRMALAR
www.teknolojikarastirmalar.com
e-ISSN:1339-3991
(Derleme)
(Review)
Ultrason Teknolojisinden Faydalanılarak Yün Lifinin
Boyanabilirliği Üzerine Yapılan Çalışmalar
Merve ÖZTAŞ, Aylin YILDIZ, Rıza ATAV
Namık Kemal Üniversitesi Çorlu Mühendislik Fakültesi, Tekstil Müh. Böl. Çorlu/TÜRKİYE
oztasmerve@hotmail.com
ÖZET
Tekstilde kullanılmak amacıyla tercih edilen hayvansal liflerin başında yün lifi gelmektedir.
Yün; koyunun derisini saran, kalınca bir müflon ya da koruyucu örtü oluşturan hayvansal lifler olup çoğunlukla
renklendirilerek kullanılmaktadır. Yün lifi konvansiyonel yönteme göre boyandığında bazı dezavantajları da
beraberinde getirmektedir. Bu dezavantajların başında ise uzun süren işlem basamakları, yüksek sıcaklıklarda
boyama işlemleri, çevresel kirlenmenin artması ve yüksek miktarda kimyasalların kullanımı gelmektedir. Ultrason
teknolojisinden faydalanılarak yapılan boyama işlemlerinde ise; daha düşük işlem sıcaklığından ve daha kısa
işlem süresinden yararlanıldığı için enerji kazancı sağlanmaktadır. Ayrıca yardımcı kimyasallar da daha az
kullanıldığından çevreye karşı konvansiyonel boyama yöntemine kıyasla daha duyarlı davranılmaktadır. Bu
makale de ultrason teknolojisinden faydalanılarak yün lifinin boyanabilirliği üzerine yapılan çalışmalara yer
verilmektedir.
Anahtar Kelimeler: ultrason, yün, boyama
The Studies On The Dyeing ability Of Wool Fibre
Using Ultrasound Technology
ABSTRACT
Wool fibre is the leading type of fibre derived fom animals in order to be used in textile. Wool, which means the
bestial fibre surrounding a sheep’s skin and making a protective cover, is often used by being coloured. If wool
fibre is dyed according to the conventional method, some disadvantages ocur. The first disadvantages are long
lastingoperation procedures, dyeing operations at high temperatures, the increase in enviromental pollution, and
the use of chemicals in high amounts. In dyeing operations using ultrasound technology, energy is saved because
the operation temperature is lower and the operation process is shorter. Besides, it is more environmentallyfriendly in comparison to conventional dyeing method, since less additional chemicals are used. In this article, the
studies on the plantability of wool fibre using ultrasound technology are given.
Key Words: Ultrasound, wool, dyeing
Bu makaleye atıf yapmak için
Öztaş, M., Yıldız, A., Atav, R., “Ultrason Teknolojisinden Faydalanılarak Yün Lifinin Boyanabilirliği Üzerine Yapılan Çalışmalar” Tekstil Teknolojileri Elektronik Dergisi
2012, 6(1) 40-46
How to cite this article
Oztas, M., Yildiz, A., Atav, R., “The Studies On The Dyeing ability Of Wool Fibre Using Ultrasound Technology” Electronic Journal of Textile Technologies, 2012, 6
(1)40-46
Teknolojik Araştırmalar: TTED 2012 (1) 40-46
Ultrason Teknolojisinden Faydalanılarak Yün Lifinin…
1. GİRİŞ
Yün diğer liflerin hiçbirinde aynı ölçüde bulunmayan incelik, uzunluk, elastikiyet ve kıvrım gibi
özelliklerin yanında ısıyı iyi tutma, fazla rutubet alma, az ıslanırlık ve keçeleşme yeteneği gibi üstün
giyim fizyolojisi gösteren ve vücut-çevre ilişkilerini en iyi ölçüde ayarlayan değerli bir tekstil
materyalidir[1]. Yün lifi; hayvansal liflerin dünyadaki toplam üretiminin % 90’nından fazlasını
oluşturmaktadır [2]. Çok eski devirlerden beri yün lifi değerli bir konfeksiyon lifi olarak daima
popülaritesini korumuştur. Günümüzde, yün sadece konfeksiyonda, döşemecilikte ve halıcılıkta
kullanılmayıp teknik alandaki uygulamalara da konu olmuştur. Bunun nedeni yün lifinin benzersiz
özellikleridir. Yün lifinin güç tutuşurluk, antimikrobiyallik, kir iticilik, koku absorbsiyonu, dayanıklılık,
esneklik ve antistatiklik gibi özellikleriyle kullanım alanlarını her geçen gün arttırmaktadır[1].
Yün lifinin çoğunlukla renklendirilerek kullanılması sonucu yün lifini boyama yöntemleri ve prosesleri
önem kazanmaktadır. Eskiden beri süregelen çalışmalar ise genellikle konvansiyonel boyama yöntemine
göre yünün boyanabilirliği üzerinedir. Ancak teknolojinin ilerlemesiyle birlikte düzgün boyamanın
yanında boyama işlemi sırasında az kimyasal madde tüketiminin sağlanması, daha düşük işlem
sıcaklıklarında ve daha kısa sürede boyama işleminin gerçekleştirilmesinin istenmesi önem
kazanmaktadır. Ayrıca bunun yanı sıra çevreye karşıda daha duyarlı davranılmasının istenmesi alternatif
boyama proseslerini gündeme getirmektedir. Ultrason teknolojisinin bu avantajları sağlaması tekstil
boyamacılığında kullanılabilirliliğine olanak tanımaktadır[3]. Dolayısıyla ultrason teknolojisinden
faydalanılarak yün lifini boyanmasıyla ilgili alternatif boyama prosesleri geliştirilmeye başlanmıştır. Bu
makalede ultrason teknolojisinden faydalanılarak yün lifinin boyanabilirliği üzerine yapılan
çalışmalar hakkında bilgi verilmektedir.
2. ULTRASON TEKNOLOJİSİ
Ultrason, frekansı insanların duyma sınırının (insan kulağı 20 Hz ile 20 kHz arasındaki sesleri duyabilir)
üzerinde bulunan mekanik titreşimlerden meydana gelmiş bir enerji çeşididir. Ultrason frekansının alt
sınırı genellikle aşağı yukarı 20 kHz’dir. Yani frekansı 20 kHz’den daha büyük sesler ses ötesi veya
ultrases olarak tanımlanır. Ultrason enerjisi, dalgalar şeklinde bir ortamda yayılır[4].
Ultrasonik dalgalar, güç jeneratörleri tarafından üretilen yüksek frekansın;
transducerlar (ultrason titreştiricileri) vasıtasıyla mekanik basınç dalgalarına
çevrilmiş halidir. Transducerlar çekirdeği uygulanan elektrik veya manyetik
alana tepkinin boyutlarını değiştiren piezoelektrik veya magnetostriktiv
elementten oluşmuş kompozit malzemelerdir. Transducerın diğer parçaları
ise, enerji transferini geliştirecek şekilde metalik folyolardan mamul
malzemelerdir [5].Ultrases dalgaları sıkışıp-seyrelmeler şeklinde maddesel
ortamlarda yayılır. Ultrases dalgalarının bu sıkışıp seyrelme şeklindeki
belirgin özelliği kavitasyon için önemlidir. Kavitasyon kavramı altında bir
sıvının içinde boşlukların oluşumu ve bunu takiben de patlaması
anlaşılır[4]. Yüksek ultrasonik dalga ile içinde gaz çözülmüş olan bir sıvı
işleme tabi tutulduğunda akustik kavitasyon olarak bilinen çok sayıda
küçük baloncuklar meydana gelmektedir.
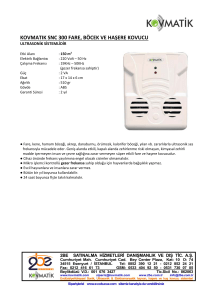
Şekil 1. Kavitasyon Olayının Etkisi[4]
Ultrasonik basınç dalgalanmasına bağlı olarak baloncuklar tekrarlı olarak
genleşmeye ve büzülmeye başlarlar [5]. Baloncuklar içinde sıcaklık 5000 K ve basınç 300 atm' ye
çıkabilmekte hatta daha güçlü sönmeler sonrasında daha yüksek sıcaklık ve basınç oluşmaktadır. Bu
enerji, kabarcıkların bulunduğu bölgeyi ısıtıp, kimyasal reaksiyonlara neden olmaktadır. Baloncukların
içindeki bu yüksek basınç ve sıcaklık ile baloncuk içindeki buhar çözülmekte ve OH', O', H' radikalleri,
H2O2 molekülleri ve O3 molekülleri baloncuklar içinde oluşmaktadır. Bu kimyasal ürünler baloncuklar
41
Teknolojik Araştırmalar: TTED 2012 (1) 40-46
Oztas, M., Yildiz, A., Atav, R.
içinde dağılmaktadır. İşte ultrasonun temel prensibi de açığa çıkan bu yüksek ısı ve enerjinin
kullanılabilirliği üzerinedir[6].
3. ULTRASON TEKNOLOJİSİNİN YÜN BOYAMACILIĞINDA KULLANILABİLİRLİĞİ
Tekstil terbiye işlemleri enerji yoğun proseslerdir. Yıkama, boyama, durulama, haşıl sökme,
merserizasyon ve ağartma gibi kütle transferini gerektiren yaş işlemlerde iki temel dezavantaj ortaya
çıkmaktadır[7]. Bunlar uzun işlem süreleri gerektirmeleri ve düşük kütle transfer hızına sahip olmalarıdır.
Yaş tekstil proseslerinde hakim olan kütle transfer mekanizması materyalin iplikler arası (inter - yarn) ve
iplik içi (intra - yarn) gözeneklerindeki moleküler ve konvektif difüzyondur. Bu kütle transferinin şiddeti
yaş proseslerin verimliliği açısından oldukça önemlidir[4].
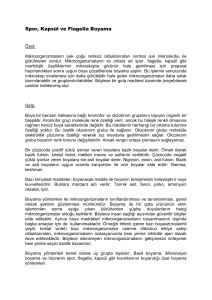
Şekil 2. İplikler Arası (İnter - Yarn) ve İplik İçi (İntra - Yarn) Gözenekler [4]
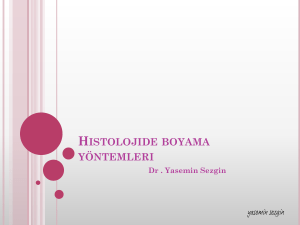
Tekstil materyali ile bir sıvı etkileşime girdiğinde, sıvının büyük kısmı sıvı için en geçirgen bölge olan
inter – yarn (iplikler arası bölge) gözenekler arasında dolaşmaktadır. Bu bölgede dolaşan sıvının küçük
bir kısmı ipliklerin içine penetre edilebilir. Penetre edebildikleri bu bölge de sadece ipliğin en dış kısmına
yakın bir bölge ile sınırlıdır. İpliğin merkezinde bulunan oldukça sıkı olan bölgelere ise kütle transferi
sadece yavaş bir hızla gerçekleşen difüzyon ile mümkündür. Bu durum şekil 3’te de görülmektedir. Diğer
gözenekli materyallerde olduğu gibi tekstil materyallerinde de kütle transferi gözenekler arasındaki
difüzyon ve konveksiyon tarafından sağlanmaktadır[7].
Şekil 3. İpliğin Sıvıyla Etkileşimini Gösteren Üst Kesit Görünümü [8]
Konvansiyonel metotlarda bu kütle transferini arttırmak için uygulanan yüksek işlem sıcaklıklarının,
istenmeyen etkilere yol açabilmeleri nedeniyle uygulanması her zaman mümkün değildir ve tekstil
materyallerinin kompleks geometrileri nedeniyle istenen kütle transfer artışı sağlanamaz. Bu noktada,
hem kimyasalların hem de fiziksel proseslerin verimliliğinin arttırılmasında ve yine yaş tekstil
proseslerinde kütle transferinin arttırılmasında ultrason enerjisi kullanılmaktadır[4].
42
Teknolojik Araştırmalar: TTED 2012 (1) 40-46
Ultrason Teknolojisinden Faydalanılarak Yün Lifinin…
Ultrasonik enerji ortamda oluşturduğu kinetik enerji nedeniyle boyarmadde moleküllerinin lif içerisine
difüzyonunu hızlandırmakta ve aynı zamanda boyarmadde partiküllerinin assosiasyonunu düşürerek daha
homojen bir şekilde dağılmalarını sağlamaktadır.
Ultrasonik işlem, ses dalgalarını karıştırma, parçalama ve kavitasyon özelliklerinden faydalanarak
boyama proseslerinin daha kaliteli, daha kısa sürede ve daha ucuz olmasını sağlamaktadır[5]. Ultrasonik
banyodaki ses dalgaları su içerisinde 500km/h hızla hareket eden mikron boyutunda küçük vakum
baloncukları oluşturur. Bu baloncuklar flotte içerisindeki boya parçacıklarını homojen bir şekilde
karıştırır ve boya partiküllerini parçalayarak küçültür. Bu da boya emiş kabiliyetinin ve hızının artmasını
sağlar[7].
Ultrasonik işlemde;
suda lifin şişmesinin artması,
lifin camlaşma noktası sıcaklığının düşmesi,
boyarmadde molekülünün difüzyon katsayısının artması,
lif/boyarmadde oranı katsayısının artması,
boyarmadde moleküllerinin lif yüzeyine hareketinin gelişmesi,
fottedeki yüksek moleküler ağırlıktaki agregratların parçalanması
mekanizmaları yer almaktadır[9].
Ultrasonik sistem, boyama prosesinin tüm aşamalarında kullanılabilir. Sistemin avantajlarına bakıldığında
ultrasonik enerji, kimyasal ve boyarmaddelerin daha iyi çözülmesini sağlayarak boyama haslığı ve
derinliğini arttırır. Böylece boyarmadde tasarrufu sağlanır[10]. Kamaradaki flotteyi harekete geçirerek
difüzyonu ve penetrasyonu arttırır, daha homojen boyanmayı sağlar ve abraj riski azalır. Suda yayılan
hareket ve kinetik enerji ısı transferini arttırır. Bu nedenle ısıtma ve soğutma hızları artar. Bu da
boyamada proses süresini kısaltır ve çevreye karşı daha duyarlı davranılmasını sağlar. Ultrasonik dalgalar
tekstil boyama prosesine tatbik edildiğinde, kavitasyona etki ettiği görülmektedir. Bu etki flotte
içerisindeki boya ve kimyasal partiküllerinin su içerisinde pulvarize olması ve boyanacak malzemeye
daha kısa sürede daha etkili bir biçimde tutulması şeklinde görülmektedir. Bu durumda çok daha kaliteli
boyama çok daha kısa sürede gerçekleşmektedir[7].
Kamel ve diğ. (2004) yünün doğal lak boyarmaddesi ile ultrasonik ortamda boyanabilirliğini
araştırmışlardır. Bunun için, ultrasonik ve konvansiyonel sistemde boyanacak yünlü kumaş numuneleri
ilk olarak, 5g /L non-iyonik deterjan (Hostapal CV, Clariant) ile 50 oC’de 30 dakika işleme tabi
tutulmuştur. Sonra su ile durulanmış ve oda sıcaklığında kurutulmuştur. Konvansiyonel boyama için boya
banyosuna farklı oranlarda sodyum klorit eklenmiştir. Boyama reçetesinde flotte oranı 1:50 alınarak, %8
Lak boyarmaddesi ile pH 1.5-9 aralığında, 30-80 oC arasındaki sıcaklıklarda 12-20 dakika aralığında
boyama işlemi gerçekleştirilmiştir. Ultrasonik boyama için ise yine 1:50 flotte oranında, %8 lak
boyarmaddesi ile pH 2.5’te, 80 oC ’de 60 dakika boyunca 100 ila 500 W arasındaki ultrasonik enerjide
boyama işlemi gerçekleştirilmiştir. 500 W’lık ultrasonik enerjide en iyi boyama sonucunun olduğu
gözlemlenmiştir. Boyama sonucunda yünlü kumaş örnekleri soğuk su ile 1:60 flotte oranında 3g / L noniyonik deterjan ile 50 oC ’de 30 dakika yıkanmış ve oda sıcaklığında kurutulmuştur. Sonuç olarak
ultrasonik yöntem ile boyamada, yünlü kumaşların lak boyayı alma yetenekleri konvaksiyonel yönteme
göre %41 ila %47 oranında daha iyi ve daha hızlı gerçekleştiği sonucuna varılmıştır. Ultrasonik yöntem
ile hem daha avantajlı bir boyama işlemi yapılmış hem de ultrasonik enerjinin yaydığı etkiyle
boyarmadde molekülleri daha çok sıkışarak difüzyon hızlanmış ve daha iyi bir boyama efekti
sağlanmıştır[11].
Mc Neil S.J. ve Mc Call R.A. (2011), yünün boyanmasında ve bitim işlemlerinde ultrasonun etkisini
incelemişlerdir. Bunun için yıkanmış, taranmış, kondüsyonlanmış yünlü kumaş kullanmışlardır. 35-39
kHz ultrasonik enerji kullanılmış ve üç farklı boyama koşulu hazırlanmıştır. Hepsi için flotte oranı
43
Teknolojik Araştırmalar: TTED 2012 (1) 40-46
Oztas, M., Yildiz, A., Atav, R.
120:1’dir. İlk olarak, Reaktif Boyarmadde Lanasal Blue 3R (%1) ile pH 6’da 98 C’de 30 dakika boyama
işlemi yapılmıştır. İkinci olarak ise, asit boyarmadde olarak Tectilon Yellow 2G ( %1 ) ve sodyum sülfat (
%10 ) ile, pH 3’te 98 C’de 45 dakika boyama işlemi yapılmıştır. Son olarak ise asit boyarmadde olarak
Sandolan Red MF2BL(%1) ve sodyum sülfat ( %5 ) ile pH 4.5’te 98 C’de 60 dakika boyama işlemi
gerçekleştirilmiştir. Ultrasonik enerji ile gerçekleştirilen boyama sonrası renklerin L*,a*,b* değerlerine
bakılmış ve ultrasonun varlığında renk verimlerinin oldukça iyi olduğu sonucuna varılmıştır. Ayrıca
reaktif boyarmadde ile yüksek sıcaklıklarda sağlanan renk efektleri ultrasonik banyonun düşük
sıcaklığında da aynı etkiyi vermiştir. Dolayısıyla ultrasonik enerji yünün boya alımını arttırıcı yönde etki
sağlamıştır. Ayrıca kimyasal reaksiyon ve sıcaklık süresinin de az olması çevreye karşı duyarlı bir
boyama işleminin gerçekleşmesine olanak sağlamıştır[12].
Yıldız A. ve diğ. (2011) bu çalışmada yünün sentezlenen bakır naftenat ile boyanabilirliği araştırılmıştır.
Bunun için hem ultrasonlu hem de ultrasonsuz ortamda boyarmadde olarak sentezlenen bakır naftenatın
çözünürlüğüne bakılmıştır. Dolayısıyla ultrasonik ortamda boyarmaddenin ultrasonsuz ortama göre çok
daha iyi indirgendiği ve çözünürlüğünün maksimum seviyeye ulaştığı gözlemlenmiştir. Ultrasonsuz
ortamdaki çözünme ise hem çok yavaş hem de çok azdır[13].
Yükseloğlu S.M ve Bolat N. (2010), %100 yün sirospun ve straygarn ipliklerden üretilen dokuma
kumaşların davranışlarını incelemişlerdir. Bunun için farklı çözgü ve atkı sıklıklarına sahip 2/2 Z dimi
olmak üzere üç tip yünlü dokuma kumaş kullanmışlardır. Boyama metodu olarakta, hem ultrasonik
enerjiyi hem de konvansiyonel metodu uygulamışlardır. Konvansiyonel boyama metodu için her biri 3g
ağırlığında üç farklı yünlü kumaş kullanmışlardır. Flotte oranı 1:40 olup, asidik boyarmadde olarak
kullanılan Dorolan Black MSRL boyarmaddesinden %4.9’luk kullanılmıştır. Boyama prosesine 40 C’de
başlanmış 10 dakika sonra yine 40 C’de boyarmadde eklenmiş ve 10 dakika boyunca boyama işlemi
gerçekleştirilmiştir. Ardından 20 dakikada 80 C’ye çıkılmış ve 40 dakika boyama yapılarak boyama
işlemi tamamlanmıştır. Ve son olarak yünlü kumaş durulanmış ve kurutulmuştur. Ultrasonik enerji ile
boyamada ise, 20 kHz ultrasonik enerji kullanılmıştır ve yine 40 C’de boyama prosesi başlatılmıştır. 10
dakika çalışılmış ve 10 dakika sonra ortama boyarmadde eklenmiştir. 10 dakika boyamaya aynı sıcaklıkta
devam edilmiş ve daha sonra 20 dakikada 90 C’ye çıkılmıştır. 90 C’de iken 50 dakika boyama işlemi
yapılmıştır. Ardından durulama ve kurutma işlemleri tekrarlanmıştır. Elde edilen boyanmış yünlü
kumaşların renk ölçüm reflektans değerleri ölçülmüş ve elde edilen verilere göre iki boyama yöntemi
karşılaştırılmıştır. %100 straygarn dokuma kumaşların ultrasonik enerji ile 90 C’de ve daha kısa sürede
(konvansiyonel boyama yöntemine göre 64 dakika daha kısa sürede) boyanabildikleri görülmüştür.
Ayrıca, ince sirospun ipliklerden üretilen yünlü dokuma kumaşların ultrasonik enerji kullanılarak
gerçekleştirilen boyama işlemleri konvansiyole göre daha kolay ve hızlı olduğu sonucuna varılmıştır[14].
Ultrasonun yaş terbiye işlemlerinde sağladığı etkilerin temel kaynağı flottede oluşan kavitasyondur.
Kavitasyon, ultrases dalgalarının flotte içerisindeki hareketi sonucunda oluşan küçük enerji yüklü
baloncukların patlaması sonucu oluşmaktadır. Katı/sıvı ara yüzünde oluşan kavitasyon neticesinde sıvıdan
katıya doğru kütle transferinde artış gözlenmektedir. [15]. Tekstil ön terbiye ve apre işlemlerindeki kütle
transferi genellikle sınırlı seviyelerde kalmaktadır. Bu nedenle bu işlemler nispeten daha uzun bir süreye,
daha fazla miktarda suya ve kimyasal maddeye ihtiyaç duyarlar ve dolayısıyla daha fazla enerji tüketimi
olur [4]. Tekstil materyalinin en iç kısımlarına doğru olan kütle transferinin arttırılmasıyla yaş terbiye
işlemlerinin etkinliği arttırılmaktadır. Ultrason kuvveti etkisi, tekstil materyaline doğru gerçekleşen kütle
transferini arttıran önemli bir tekniktir [7].
4. SONUÇ
Gittikçe gelişen teknoloji ve değişen rekabet koşulları çerçevesinde her endüstri gibi tekstil endüstrisinin
de hayatta kalabilmesi için bu koşullara ayak uydurmaları gerekmektedir. Aynı zamanda teknolojinin
44
Teknolojik Araştırmalar: TTED 2012 (1) 40-46
Ultrason Teknolojisinden Faydalanılarak Yün Lifinin…
yanında çevresel koşullara da önem vermektedir. Bu bağlamda çevre dostu teknolojilerden biri olan
ultrason teknolojisi önem kazanmaktadır. Ultrason tekstil endüstrisinde yıkama, haşıl sökme, ağartma,
pişirme ve boyama gibi işlem basamaklarında kullanılmaktadır. Boyama işlemlerinde gerek
boyarmaddenin suda çözünürlünün arttırılmasında gerekse renk efektlerinin daha düzgün elde
edilmesinde ultrason teknolojisi kullanılmaktadır. Ultrasonik dalgalar tekstil ürününün suyla temas ettiği
her türlü boyama ve yıkama makinelerinde kullanılabilmektedir. Ultrasonun boyama işlemlerinde
sağladığı etkinin ana kaynağı flottede oluşan kavitasyondur. Kavitasyon ise bir sıvının içinde
baloncukların oluşması ve bir sonraki aşamada patlaması anlaşılmaktadır. Ultrasonik enerji ile çözeltideki
boya agregatları parçalanmakta ve böylece boyarmaddelerin moleküler halde kalması sağlanmaktadır.
Utrasonik boyama daha düşük işlem sıcaklığında ve daha kısa işlem süresinde gerçekleştirildiğinden
ultrasonik boyama ile enerji kazancı sağlanmaktadır. Yardımcı kimyasallar daha az kullanıldığından
çevre dostudur. Süre kontrolü ile renk derinliği kontrol edilebilmektedir. Artan rekabet koşullarında bile
daha düşük maliyete neden olmaktadır. Ultrasonik enerji ile daha hızlı boya transferleri
gerçekleşmekte ve kumaşta boyama sonrası daha iyi boyama efektleri sağlanmaktadır.
KAYNAKÇA
1. Bahtiyari M., İ., Akça C., Duran K., Yün Lifinin Yeni Kullanım Olanakları, 2008
2. http://kadirbolukbasi.wordpress.com/category/yun/,2012
3. Beckham, H.W., Carr, W. W., Michielsen, S., Good, J., Merrman, T., Zhan, J., Fundamental
İnvestigation of Ultrasonic Effect in Textile Wet Processing, National Textile Center Annual Report,
Georgia Institute of Tecnology, 1996
4. Bahtiyari İ. M., Körlü A., Dereli S., Özdemir D., ‘Ultrason Teknolojisi’, Tekstil ve Konfeksiyon
3/2006
5. Erişmiş B., Eren H.A. Tekstil Terbiye İşlemlerinde Ultrason Kullanımı Tekstil Teknolojileri Elektronik
Dergisi Cilt: 4, No: 3, 2010 (30-38)
6. Yasui, K., Tuziuti, T., Iida, Y., Dependence of the Characteristics of Bubbles on Types of
Sonochemical Reactors, Ultrasonics Sonochemistry,2005
7. Perincek, Dereli S., An investigation on the applicability of ultrasound, ultraviolet, ozone and
combination of these Technologies as a pretreatment process 2006,
8. Moholkar, V.S. and Nıerstrasz, V.A.and Warmoeskersen, M.M.C.G.Intensıfıcatıon of Mass Transfer in
Wet Textile Process by Power Ultrasound Hollanda 2003.
9. Koçak D., Merdan, N., Sonakimya ve Ultrasonik Enerjinin Tekstil Sektöründe Kullanımı, Kimya
Teknolojileri, 2002
10. www.desteknik.com.tr,2012
11. Kamel M.M., Reda El-Shishtawy M., Yussef B.M., Mashaly H., Ultrasonic assisted dyeing III.
Dyeing of wool with lac as a naturel dye, Dyes and Pigments, 103-110, 2004
12. McNeil S.J., McCall R.A., Ultrasound for wool dyeing and finishing, Ultrasonics Sonochemistry,
(401-406), 2011-08-21
45
Teknolojik Araştırmalar: TTED 2012 (1) 40-46
Oztas, M., Yildiz, A., Atav, R.
13. Yıldız A., Atav R., Ağırgan Ö., Kanat E., Bakır siklo hegzan mono karboksilat (bakır naftenat)
bileşiğinin tekstil boyarmadde olarak kullanılabilirliğinin araştırılması,2011
14. Yükseloglu S. M., Bolat N., The use of conventional and ultrasonic energy in dyeing of 100% wool
fabrics, Tekstil ve Konfeksiyon, 2/2010
15. Karaboğa C., Tekstil Terbiyesinde Ultrason Tekniğinin Kullanılabilirliği, 2005
46